Anycubic Photon Mono X: Resin-Drucker für 379€
Anycubic hat mittlerweile einen Nachfolger, den Photon Mono X 6K vorgestellt.
Im Herbst 2020 hatte Anycubic eine neue Reihe Resin-3D-Drucker angekündigt. Die neuen Modelle zeichnen sich durch ein sogenanntes monochromes Display aus, das durch geringeren Energieverbrauch und deutlich kürzere Druckzeiten überzeugen soll. Das größte Modell der Reihe ist der Anycubic Photon Mono X, den wir nun selbst ausprobieren konnten.

- Anycubic Photon Mono X
- bei Anycubic für 379€ | Amazon für 351,00€ | Banggood (nicht auf Lager)
| Modell: | Anycubic Photon Mono X |
| Geschwindigkeit: | 60 mm /Std |
| Druckverfahren: | LCD-SLA |
| Druckraum: | 192 x 120 x 245 mm |
| Schichthöhe: | 0,01 bis 0,15 mm |
| Größe (Drucker) | 270 x 290 x 475 mm |
| Gewicht (Drucker) | 10,75 kg |
| Erscheinungsdatum | Ende 2020 |
Inhalt
Transport und Verpackung
Wir haben den Drucker von Anycubic direkt zugeschickt bekommen. Nach etwa zwei Wochen kam der Photon Mono X gut verpackt und unbeschädigt bei uns an. Der Drucker ist in einem ziemlich großen Paket in dicken Schaumstoff eingepackt, was bei 3D-Druckern aber mittlerweile zum Glück größtenteils Standard ist.
Alles war ordentlich verstaut, so wie man sich das wünscht. Ich habe hier nichts auszusetzen. An dieser Stelle aber schon mal der Hinweis, dass der Drucker nicht nur groß sondern auch sehr schwer ist, was entsprechend auch auf das Paket zutrifft.
Zubehör
Beim Zubehör gibt es keine großen Überraschungen. Teile des Druckers, die aber einzeln in der Verpackung liegen, sind die Resinwanne, die Druckplatte und die Abdeckung. Zur Wanne gehören außerdem zwei Schrauben, die in einer extra Tüte verstaut sind. Die Druckplatte lässt einen erst mal staunen, wenn man vorher einen „normal“ großen Drucker hatte, denn mit 192 x 120 mm ist sie mehr als doppelt so groß wie etwa die des Anycubic Photon S.
Wir finden außerdem zwei Spachtel im Zubehör, einen aus Plastik und einen (ebenfalls überdurchschnittlich großen) aus Metall. Der Griff des Metallspachtels ist nicht wirklich gut verarbeitet und hat beim ersten Einsatz bereits eine Schraube verloren. Ich gehe hier aber von einem Einzelfall aus. Der Spachtel kann trotzdem benutzt werden und ist bei vorsichtigem Einsatz auch gut geeignet, die Drucke von der Druckplatte zu lösen.

Ein paar Handschuhe und zwei Standard Gesichtsmasken liegen als notwendige Schutzausrüstung bei. Auch hier gilt wie bei allen Resin-Druckern: Vermeidet Hautkontakt, tragt Handschuhe.

Sonst gibt es ein paar zusätzliche Schrauben, entsprechende Inbus-Schlüssel, eine englische Kurzanleitung und ein Blatt Papier, das Anycubic als „can be used for leveling“ kennzeichnet. Zumindest für Neueinsteiger vielleicht ein netter Hinweis. (Gelevelt habe ich am Ende trotzdem ohne Papier, aber dazu gleich mehr.)
Vor dem ersten Druck
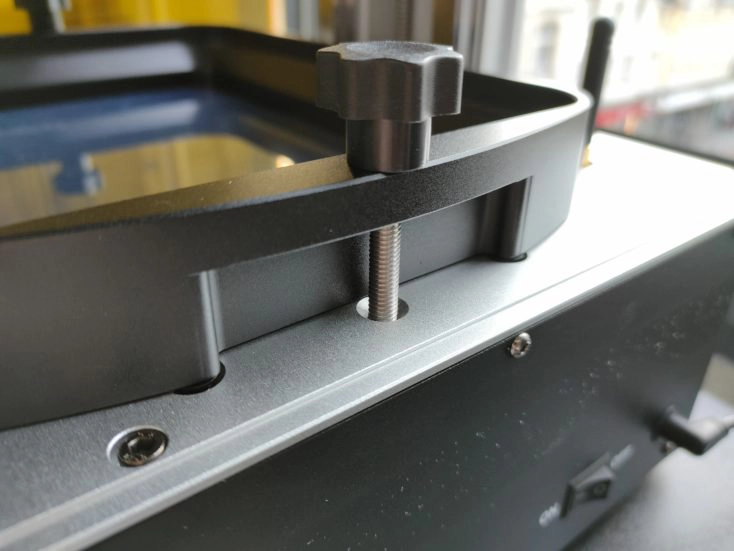
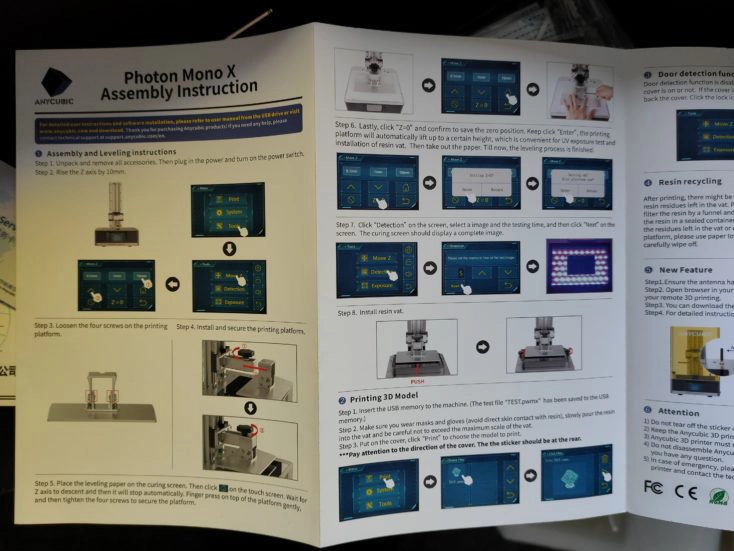
Aufzubauen gibt es bei SLA-DLP-Druckern ja in der Regel nicht wirklich etwas. Das ist auch hier nicht anders. Entfernt die Folien von allen Teilen, schraubt die Resinwanne fest und montiert die Druckplatte, und es kann eigentlich losgehen. „Halt“, höre ich euch rufen, „was ist mit dem Leveling?“ Sehr richtig, das muss vorher einmal gemacht werden. In der Anleitung wird auch Schritt für Schritt erklärt, wie das geht – sehr schön.
Ich habe nach den ersten beiden Druckversuchen – soviel nehme ich hier schon mal vorweg – aber nochmal neu gelevelt. Die Testdrucke hielten nicht an der Platte, obwohl ich mir sicher bin, korrekt gelevelt zu habe (ist ja auch nicht das erste Modell, bei dem ich das mache). Dabei habe ich einfach mit montierter Wanne gelevelt: Schrauben an der Platte lockern, Plattform in Home Position fahren, Platte ein bisschen andrücken und dabei die Schrauben wieder festziehen und anschließend den neuen Z=0 Wert festlegen. Danach hielten auch alle Drucke problemlos.
Mein Tipp wäre daher, direkt mit der Wanne anstatt mit dem Blatt Papier zu leveln, wobei ihr es auch zunächst wie angegeben ausprobieren könnt.
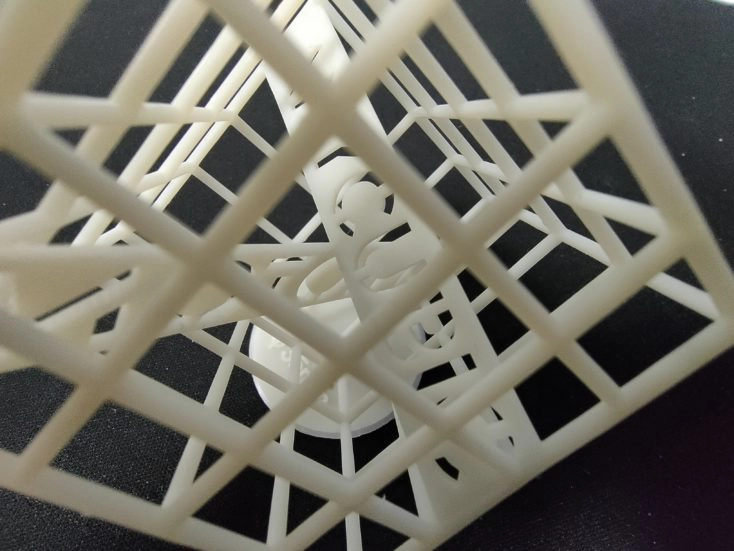
Sonst braucht ihr nur noch eine Testdatei, die Anycubic aber wie immer auf einem USB-Stick beilegt. Dabei handelt es sich wieder um den Anycubic-Würfel, an dem man den Detailgrad des Druckers schon ziemlich gut erkennen kann. Anders als bei anderen Anbietern gibt es aber keine weiteren Testdateien; wer mehr drucken möchte muss direkt selber auf die Suche gehen und slicen (Thingiverse ist hier wie immer eine gute Anlaufstelle). Longer hatte mir hier gut gefallen und dem Longer Orange 30 viele verschiedene Testdateien beigelegt.
Die ersten Drucke
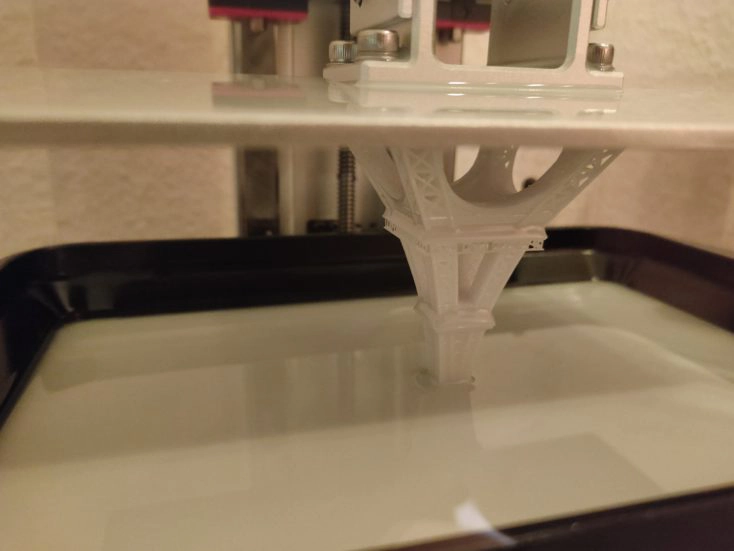
Wie schon erwähnt sind die ersten beiden Drucke fehlgeschlagen, was aber auf schlechtes Leveling zurückzuführen ist. Nach dem ersten Versuch hatte ich die Belichtungszeit minimal erhöht, was aber noch keinen Effekt hatte. In beiden Fällen haftete der Druck nicht an der Platte, stattdessen bildete sich der übliche „Klumpen“ am Boden der Wanne. Ob der Druck fehlschlägt sieht man erst nach ca. einer Stunde, wenn die Plattform weit genug nach oben gefahren ist.
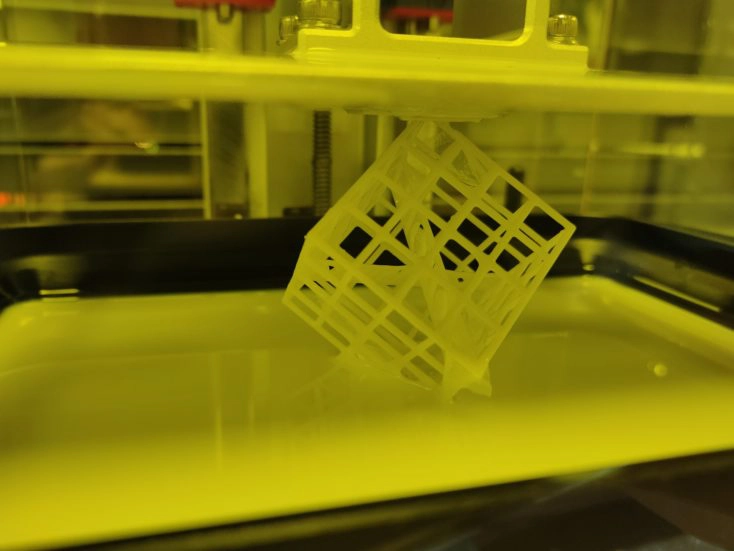
Also neu gelevelt und das Problem gehörte der Vergangenheit an. Auffällig ist, dass die Belichtungszeit pro Layer bei der Testdatei nur 1,5 Sekunden beträgt. Die Bewegung der Plattform nach jedem einzelnen Layer dauert da sogar länger. Entsprechend schnell geht der Druck vonstatten. Das Ergebnis ist für den ersten Testdruck gut bis sehr gut. Die Layer sind kaum zu sehen und nur mit dem Fingernagel ertastbar. Das Anycubic-Logo in der Mitte ist ebenfalls gut gelungen. Es gibt an einigen Stellen dünne, überstehende Reste, die sich spätestens nach dem Aushärten aber alle rückstandslos und leicht entfernen lassen.
Was mir gut gefällt, ist, dass sich die Drucke mit nicht allzu viel Aufwand von der Platte lösen lassen, obwohl sie beim Drucken sehr gut halten. Die Standardeinstellung beim Slicen ist 6 Bottom Layer mit einer Belichtungszeit von 40 Sekunden. Letzteres könnte man vermutlich sogar noch reduzieren, solange man damit gut fährt würde ich es aber dabei belassen.
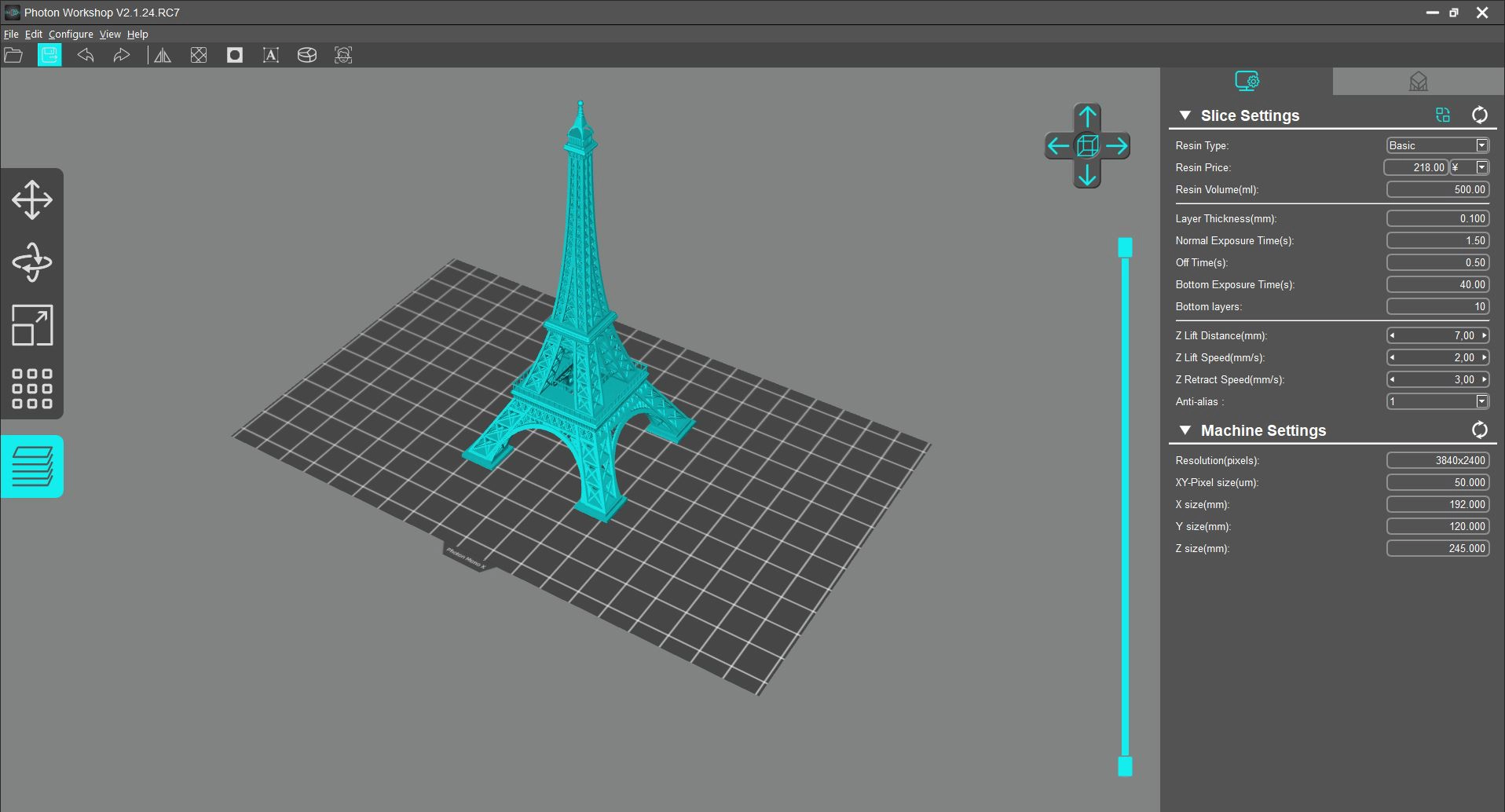
Slicing Software Photon Workshop
Die Software hat mittlerweile ein komplett neues Design bekommen und ist im Vergleich zu Zeiten eines Anycubic Photon S nicht mehr wiederzuerkennen. Mir gefällt sie so sehr gut. Über „Configure“>“Machine Type“ könnt ihr den Drucker auswählen, hier findet sich neben allen anderen Anycubic-Modellen auch der Photon Mono X. Es ist auch möglich, eine „Custom Machine“ auszuwählen und alle Werte manuell einzutragen.
Bedienung – Alles am gewohnten Platz
Die Bedienung ist nicht revolutionär und beinahe identisch mit allen anderen Slicing-Programmen. Ihr ladet die gewünschte .stl-Datei einfach in das Programm und könnt sie dann bearbeiten. Links habt ihr die gewohnten Bedienelemente, um das Objekt zu rotieren, zu bewegen oder in der Größe beliebig zu verändern. Ihr könnt ein Objekt auch einfach per Strg-C kopieren und mehrfach in das Programm laden.n
Auf der rechten Seite befinden sich die weiteren Einstellungen für euren Druck. Wie lange soll jeder einzelne Layer belichtet werden? Wie schnell soll sich die Z-Achse bewegen und wie weit soll die Plattform nach jedem Layer nach oben fahren? Wenn ihr Anfänger seid, lasst all diese Werte erst mal unangetastet. In der Standardkonfiguration erzielt ihr bereits gut Ergebnisse. An den Details könnt ihr später noch etwas ändern.
Die Anzahl der Layer
Relevant für a) den Detailgrad des Drucks und b) die Dauer des Druckvorgangs ist aber die Dicke der Layer, also der einzelnen „Schichten“, die gedruckt werden. Der voreingestellte Wert ist 0,05 mm pro Layer. Das bedeutet, dass eine 5 cm hohe Figur aus 1.000 Layern besteht. Für die meisten Drucke wird das bereits detailliert genug sein, besonders, wenn es nicht viele Wölbungen auf der Oberfläche gibt. Wenn ihr die Layerdicke nun beispielsweise auf 0,1 mm erhöht, besteht das gleiche Objekt nur noch aus 500 Layern, wird also etwa doppelt so schnell gedruckt. Auf der kleinstmöglichen Einstellung von 0,01 mm braucht der Druck entsprechend länger, erreicht aber auch den höchsten Detailgrad mit Layern, die mit dem Auge nicht mehr erkennbar sind.
Stützstrukturen und weitere Einstellungen
Über einen extra Reiter kommt ihr zur Einstellung der Stützstrukturen. Die sind wichtig, wenn ihr Überhänge druckt. Auch hier könnt ihr Anfangs die Voreinstellungen beibehalten. Nach ein paar Drucken werdet ihr aber auch hier Änderungen vornehmen und die einzelnen Strukturen etwa dünner einstellen. Stützstrukturen könnt ihr automatisch generieren lassen oder einzeln auch manuell setzen und bearbeiten.
Ein paar letzte Optionen habt ihr am oberen Bildschirmrand. Hier könnt ihr etwa einstellen, dass ein massives Objekt nicht völlig ausgefüllt, sondern größtenteils hohl gedruckt wird. Das spart Resin und macht das Objeket leichter, ist sonst von außen aber nicht zu erkennen.
Ach ja, der große, türkise Button auf der Linken Seite „sliced“ das Modell und speichert es als das für den Photon Mono X nötige .pwmx-Format.
Nach dem Drucken – Waschen und Härten
Kein Resin-Druck ohne Nachbearbeitung. Nach dem fertigen Druck fährt die Druckplatte ein Stück nach oben. Das gedruckte Objekt hängt jetzt darunter über dem Resin-Tank. Lasst es am besten etwas abtropfen, da noch einiges an überschüssigem, flüssigen Resin daran haftet. Anschließend nehmt ihr die Druckplatte ab und entfernt über einer Unterlage den Druck vorsichtig mit einem Spachtel. Seid besonders mit dem Metallspachtel vorsichtig, die Platte dabei nicht zu zerkratzen. (Ja, das hier ist der nervige Teil, von dem ich bei Resin-Druckern immer spreche.)
Jetzt folgen zwei wichtige Schritte. Zunächst muss das Objekt von allen verbleibenden Resin-Resten befreit werden. Wasser reicht hierfür nicht aus, stattdessen braucht ihr Isopropanol (IPA). Das bekommt ihr für etwa 10€ pro Flasche. Legt das Objekt für ein paar Minuten in ein Bad der Flüssigkeit ein. Manchmal ist es auch nötig, das Objekt zusätzlich mit einer Bürste oder einem Tuch vorsichtig zu bearbeiten. Das IPA sollte danach luftdicht verschlossen werden, da es sonst extrem schnell verdunstet. Auch wenn es verunreinigt aussieht könnt ihr es noch eine Weile weiter benutzen.
Anschließend muss der Druck unter UV-Licht aushärten. Theoretisch könnt ihr das Objekt einfach in die Sonne stellen und warten. Wollt ihr wetterunabhängig sein, benutzt ihr eine UV-Lampe. Das geht außerdem auch deutlich schneller, ein paar Minuten sind ausreichend.
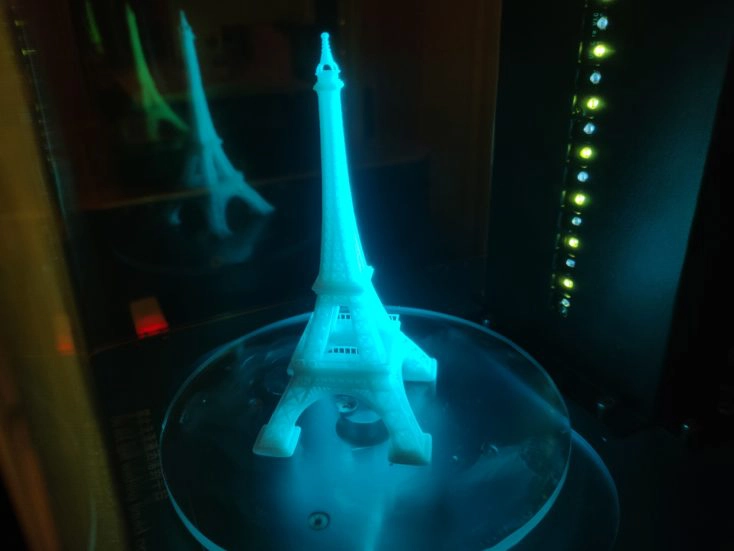

Ich muss an dieser Stelle nochmal betonen, wie sehr mir für beides (Waschen und Aushärten) die Washing & Curing Machine von Anycubic gefällt. Es macht das Nachbearbeiten der Drucke einfach so viel einfacher, als es per Hand zu machen. Ja, die Maschine ist nicht ganz billig. Ich bin außerdem in der vorteilhaften Situation, dass ich sie nicht privat kaufen musste, daher ist mein Urteil hier natürlich nicht ganz fair. Dennoch, wenn euch das Bearbeiten der Resin-Drucke nervt und ihr mal ein Angebot für eine solche Komplettlösung entdeckt, dann denkt darüber nach, euch sowas zuzulegen.

Fazit zum Design, der Bedienung und Druckqualität
Ich hätte diesen Absatz eigentlich ausgelassen, da es aus meiner Sicht keine wirklichen Auffälligkeiten gibt. Der Vollständigkeit halber will ich jetzt aber doch zu allen Punkten etwas sagen.
Die Verarbeitung des Druckers selbst ist vollkommen in Ordnung. Er ist robust, Plattform und Resinwanne lassen sich gut montieren und Schalter und Anschlüsse ebenfalls vollkommen normal. Das Display fühlt sich etwas locker an, das war bisher aber so gut wie bei allen Druckern – nicht nur denen von Anycubic – der Fall. Bedienen lässt es sich trotzdem gut, es reagiert auf alle Eingaben.
Die Drucke haften wie gesagt gut auf der Plattform, aber nie so fest, dass man zu große Probleme hat, sie zu lösen. Ich denke da etwa an den Elegoo Mars Pro zurück, bei dem ich Drucke teilweise vollkommen zerstört habe bei dem Versuch, sie von der Platte zu bekommen. Ein Vorteil der Größe des Druckers ist außerdem, dass man etwas mehr „Freiraum“ beim Hantieren mit Wanne und Plattform hat. Alles ist nicht so „eng“; beim Einfüllen des Resins, dem Entfernen von Rückständen in der Wanne oder auch dem Leveln.
Es ist einfach ein guter Drucker. Ich habe mittlerweile einige Drucke gemacht (annähernd 100. Stunden) und bisher keine negativen Erfahrungen, die auf den Drucker selbst zurückzuführen sind (sondern auf das Leveling, Slicing oder derlei). Wo Anycubic bei den FDM-Druckern seit dem I3 Mega ein bisschen schwächelt, liefern sie bei den Resin-Druckern jetzt ab.
Anycubic Photon Mono X bestellen »
Ein paar Einsteiger-Tipps
Ein SLA/DLP-Drucker ist nicht schwer zu bedienen. Abgesehen vom Handling des Resins muss man auch nicht viel beachten, um einfach und schnell wirklich gute Drucke zu bekommen. Falls ihr aber komplett neu in der Thematik seid, habe ich hier trotzdem mal ein paar Hinweise.
- Ich habe es schon erwähnt: Druckt in gut belüfteten Räumen. Der Drucker stinkt euch zwar nicht die ganze Wohnung voll, aber das Resin riecht wirklich nicht gut – und das IPA noch weniger.
- Neigt die Objekte in der Slicing-Software. Warum? Erstens dauert der Druck länger, je höher das Objekt ist. Ein Turm, der gekippt und liegend gedruckt wird, ist viel schneller fertig. (Die Layer verlaufen dann anders, aber das ist nur bei wirklich feinen Details wirklich relevant). Zweitens könnt ihr Überhänge so womöglich vermeiden und die nötigen Stützstrukturen reduzieren.
- Stützstrukturen nerven. Vor allem bei Modellfiguren, weniger bei geometrischen Objekten oder gröberen Ersatzteilen. Eine Strebe mitten im Gesicht einer gedruckten Figur wird dieses beim Abtrennen leicht ruinieren. Nochmal der Hinweis: Rotiert die Figur entsprechend.
- Ein fehlgeschlagener Druck ist keine Katastrophe. In der Regel befindet sich dann am Boden der Wanne aber ein ausgehärteter Klumpen Resin. Löst den so vorsichtig es geht mit dem Plastikspachtel ab (etwas Kraft braucht es allerdings schon). Mit dem Metallspachtel habe ich die Folie im Boden des Tanks bei anderen Druckern schon ruiniert; dann heißt es Ersatzteile kaufen.
Fazit – Anycubic Mono X kaufen?
Ich mache es mal wie Kristian in seinen Tests und stelle die Frage: Wann ist der Drucker nichts für euch? Wenn ihr auf das Hantieren mit Resin keine Lust habt oder noch größere Teile drucken wollt, dann seid ihr eh bei den FDM-Druckern besser aufgehoben. Wenn ihr einen Resin-Drucker sucht, aber vor allem aufs Geld achtet, dann seid ihr mit den deutlich günstigeren Varianten besser bedient. Der Anycubic Photon S kostet nur halb so viel. Mein bisheriger Favorit, der Longer Orange 30, ist für unter 250€ zu haben. Der ebenfalls noch neue Photon Mono SE ist auch deutlich günstiger als der Mono X, weist aber ebenfalls kürzere Druckzeiten auf.
Für den Mono X spricht vor allem seine Größe. Die meisten Resin-Drucker sind auf kleinere Objekte beschränkt, hier aber sind Modelle möglich, die fast an die von Standard FDM-Druckern heranreichen. Das bedeutet auch, dass ihr mehr kleinere Objekte gleichzeitig drucken könnt. Gerade bei detaillierten Objekten mit geringer Layerdicke spart ihr so massig Zeit, wenn ihr einfach mehrere auf die Plattform packt. Wenn ihr mit der Größe eurer Drucke flexibel sein wollt und vor allem viel drucken und dabei Zeit sparen wollt, dann ist der Anycubic Photon Mono X etwas für euch. Er ist allerdings auch doppelt so teuer wie die Alternativen; das muss es einem dann schon wert sein.
Die Größe ist euch nicht ganz so wichtig, ihr wollt aber vor allem schnell drucken? Dann schaut euch mal den Photon Mono und Photon Mono SE an. Die konnte ich bisher nicht selbst ausprobieren, sie sollen aber teilweise noch höhere Druckgeschwindigkeiten erreichen, kosten dabei aber deutlich weniger als der Photon Mono X.
Hier geht's zum GadgetWenn du über einen Link auf dieser Seite ein Produkt kaufst, erhalten wir oftmals eine kleine Provision als Vergütung. Für dich entstehen dabei keinerlei Mehrkosten und dir bleibt frei wo du bestellst. Diese Provisionen haben in keinem Fall Auswirkung auf unsere Beiträge. Zu den Partnerprogrammen und Partnerschaften gehört unter anderem eBay und das Amazon PartnerNet. Als Amazon-Partner verdienen wir an qualifizierten Verkäufen.


Sortierung: Neueste | Älteste
Kommentare (35)