Top-Preis: UnverENDERt gut!? Creality Ender-5 S1 für 347,82€ bei Amazon!
Auf der Suche nach einem sehr guten Out-of-the-Box-Drucker? Es soll kein China-Shop sein? Dann aufgepasst: Der Creality Ender-5 S1 ist nämlich gerade bei Amazon für 347,82€ zu bekommen. Nutzt dafür den 19%-Coupon auf der Angebotsseite.
Hinweis: 19% Coupon aktivieren!
- 4,3 Zoll Touchscreen
- Filamentsensor
- Powerloss-Recovery
- sehr gute Druckergebnisse out of the box
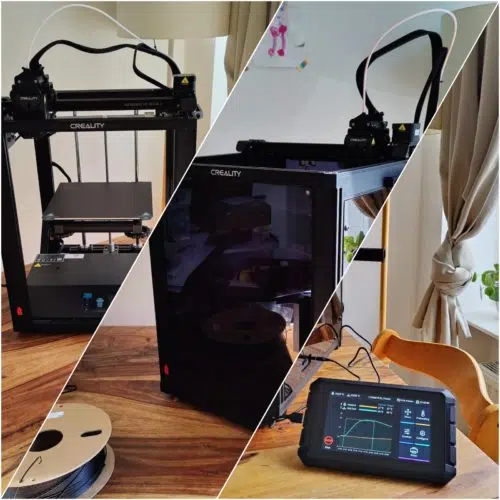
Crealitys Ender-Serie gehört zu den Evergreens des 3D-Druckunternehmens, das kürzlich seinen 9. Geburtstag mit neuen Produkten gefeiert hat. Auf dem Prüftisch finden sich heute der Creality Ender-5 S1 wieder, der einen Triple-Test „nackt“, mit Einhausung und Creality Sonic Pad über sich ergehen lassen muss. Was das konkret heißt, lest ihr hier.
- Creality Ender-5 S1 3D-Drucker:
- bei Creality für 339€
- bei Geekbuying für 447,30€
- bei Amazon für 347,82€ – 19% Coupon aktivieren!
- bei Cafago für 415€
- bei Creality inkl. Creality Sonic Pad für 529€
- Creality Sonic Pad:
- Acrylpanel-Addon:
Inhalt
Technische Daten: Bester Ender?
| Hersteller | Modell | Creality| Ender-5 S1 |
| Bauart | Cube |
| Drucktechnologie | FDM (Direct Drive) |
| Druckgeschwindigkeit | max. 250 mm/s |
| Bauraum | 220 x 220 x 280 mm |
| Druckbett | beheizbar (bis 110 Grad) |
| max. Düsentemperatur | 300 Grad |
| Düsendurchmesser | 0,4mm |
| Konnektivität | Micro SD, USB-C |
| Features |
|
| Gesamtmaß | Gewicht | 425 x 460 x 570 mm | 12,1 kg |
Lieferumfang: etwas kleinteiliger als sonst
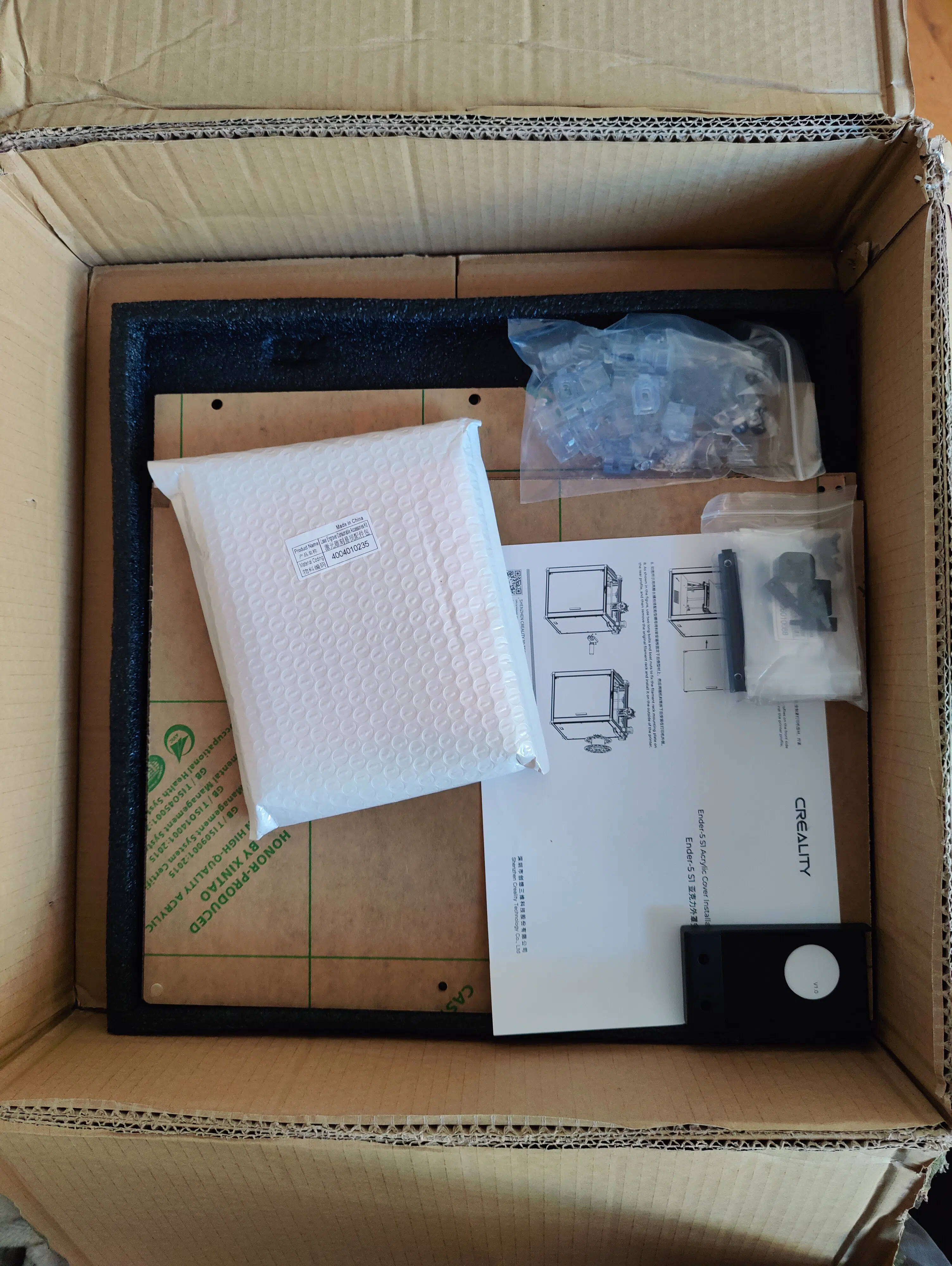
Und wieder kommt ein Brauner Karton bei mir an, dessen Inhalt gut mit Schaumstoff verpackt ist. Tatsächlich gibt es hier einen regelrechten Schaumstoff-Turm, weshalb wir mal gar nicht erst von Nachhaltigkeit anfangen wollen.


Nichtsdestotrotz: Alles ist schön verpackt. Oben begrüßt mich ein Quick Start Guide samt Level-Papier (0,1mm) mit rückseitiger Auflistung druckbarer Materialien und deren empfohlenen Druckparametern für den Ender-5 S1. Also fix alles ausgepackt und schon ist der Tisch fast voll.

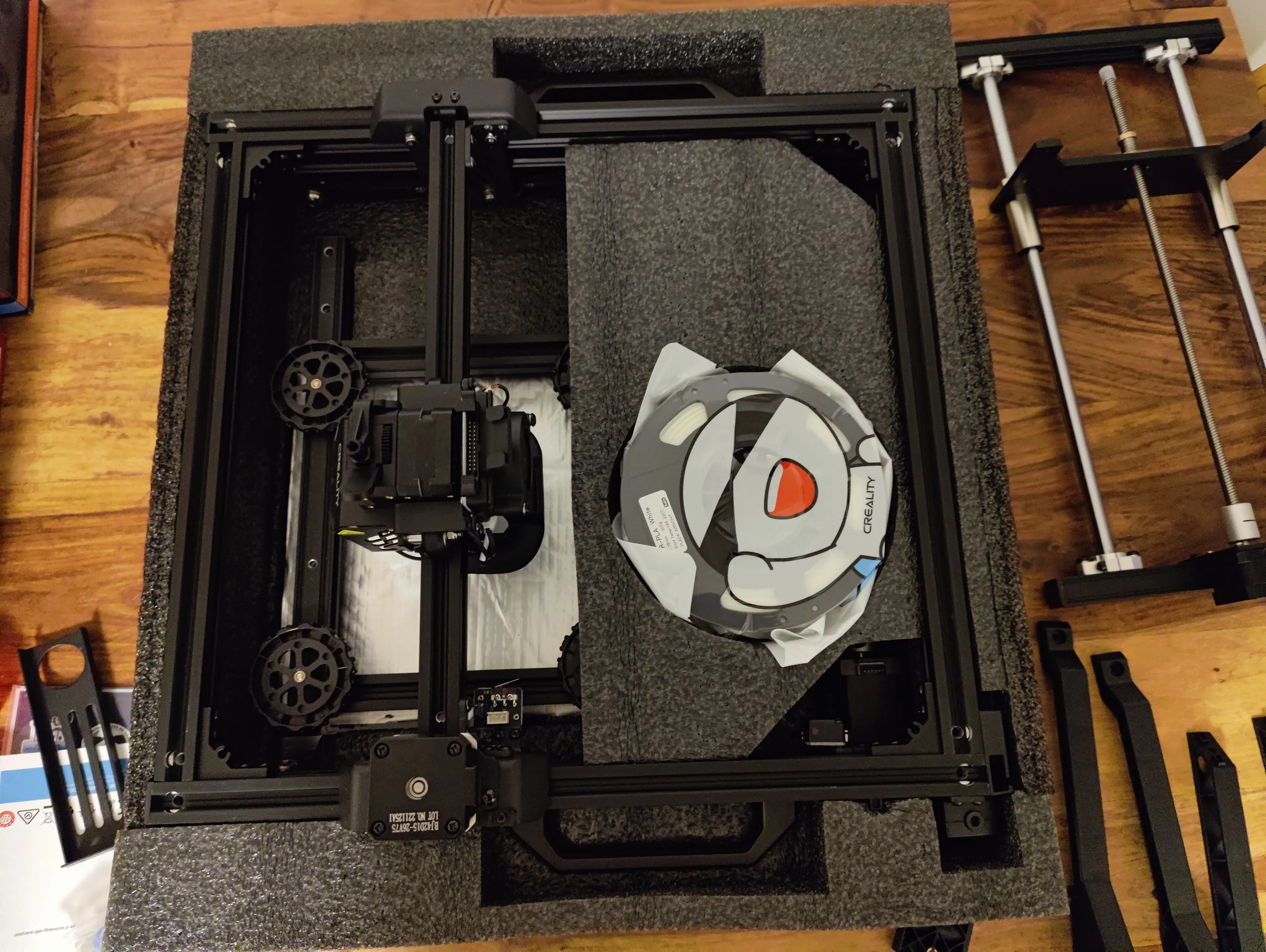
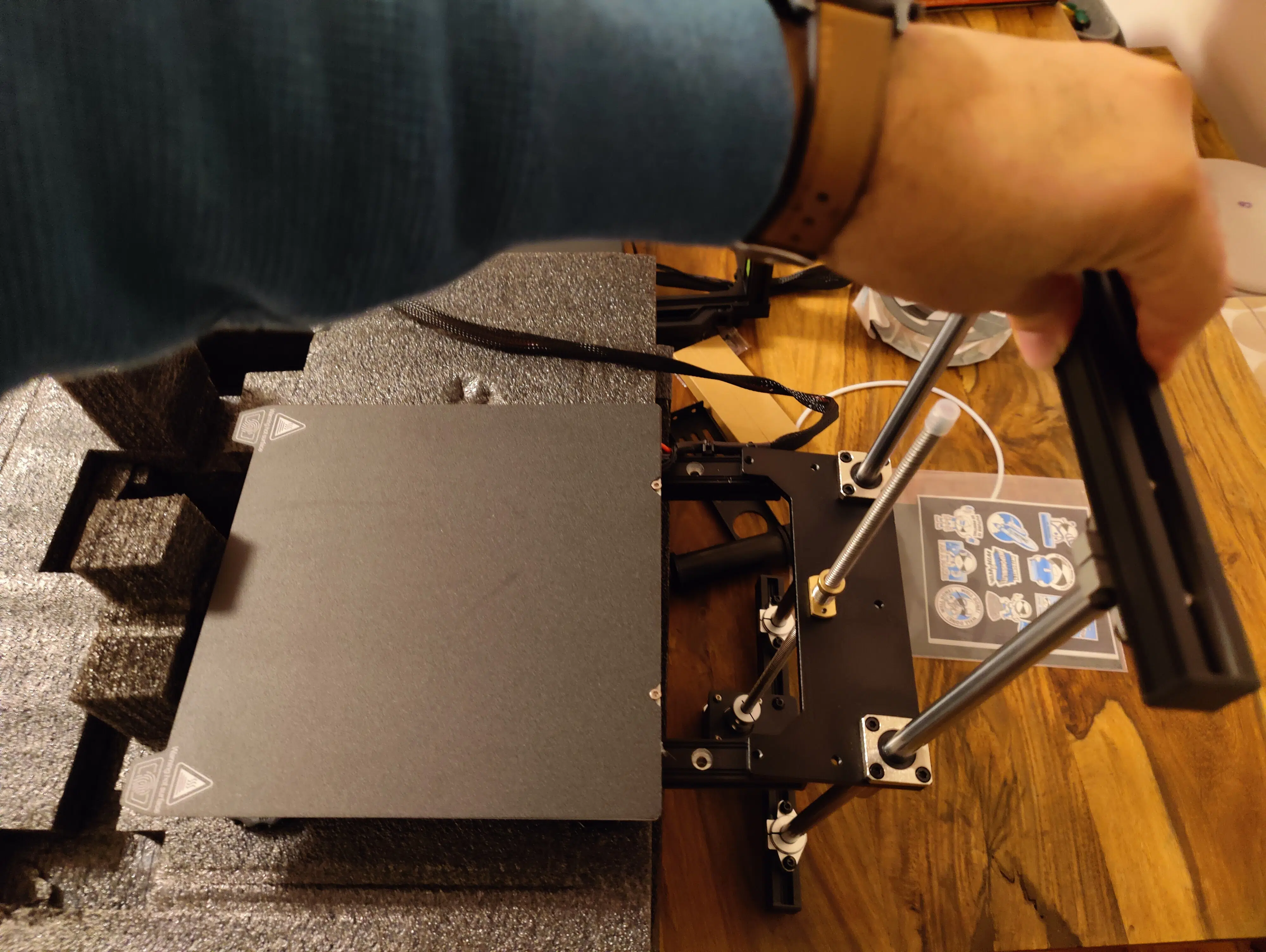
Dabei sind zuerst einmal die Druckerbestandteile: Basis, Aufsatz inkl. vormontiertem Druckkopf, Druckbett inkl. Silikondämpfern und zweiseitig geführte Z-Spindel mit Druckbetthalterung. Hier stutze ich ein wenig. Klar, bei einem Druckbett von 220 x 220 mm, das sich bauartbedingt nur nach unten bewegt, mag das reichen. Trotzdem wäre mir statt dieses Cantilever-Ansatzes eine doppelte Z-Spindel lieber gewesen. Sei’s drum: Macht diese Konstruktion ihren Job ohne des Öfteren Leveln zu müssen, ist alles okay.

Mit dabei im Karton sind außerdem PTFE-Schlauch mit Pushfit-Clip, ein Filamenthalter, vier farbig markierte Profile, zwei Druckbettstützen und zwei Diagonal-Stützstreben.
Auch natürlich anwesend: Die üblichen Schraubentütchen, Werkzeuge samt Seitenschneider, Düsenreinigungsnadeln und Spachtel, Kabelbinder und -befestigungsclips (sehr gut!) sowie eine Messing-Ersatzdüse (MK8-Design, aber ungewöhnlich lang) und ein USB-Adapter samt wurstfingerfreundlicher SD-Karte (nicht microSD). Creality legt außerdem noch 200g schwarzes CR-PLA bei. In mattschwarz kommt außerdem eine weitere Rolle CR-PLA zu mir, die sich in den Tests als wirklich brauchbar herausstellen wird.

Design: Würfel halt
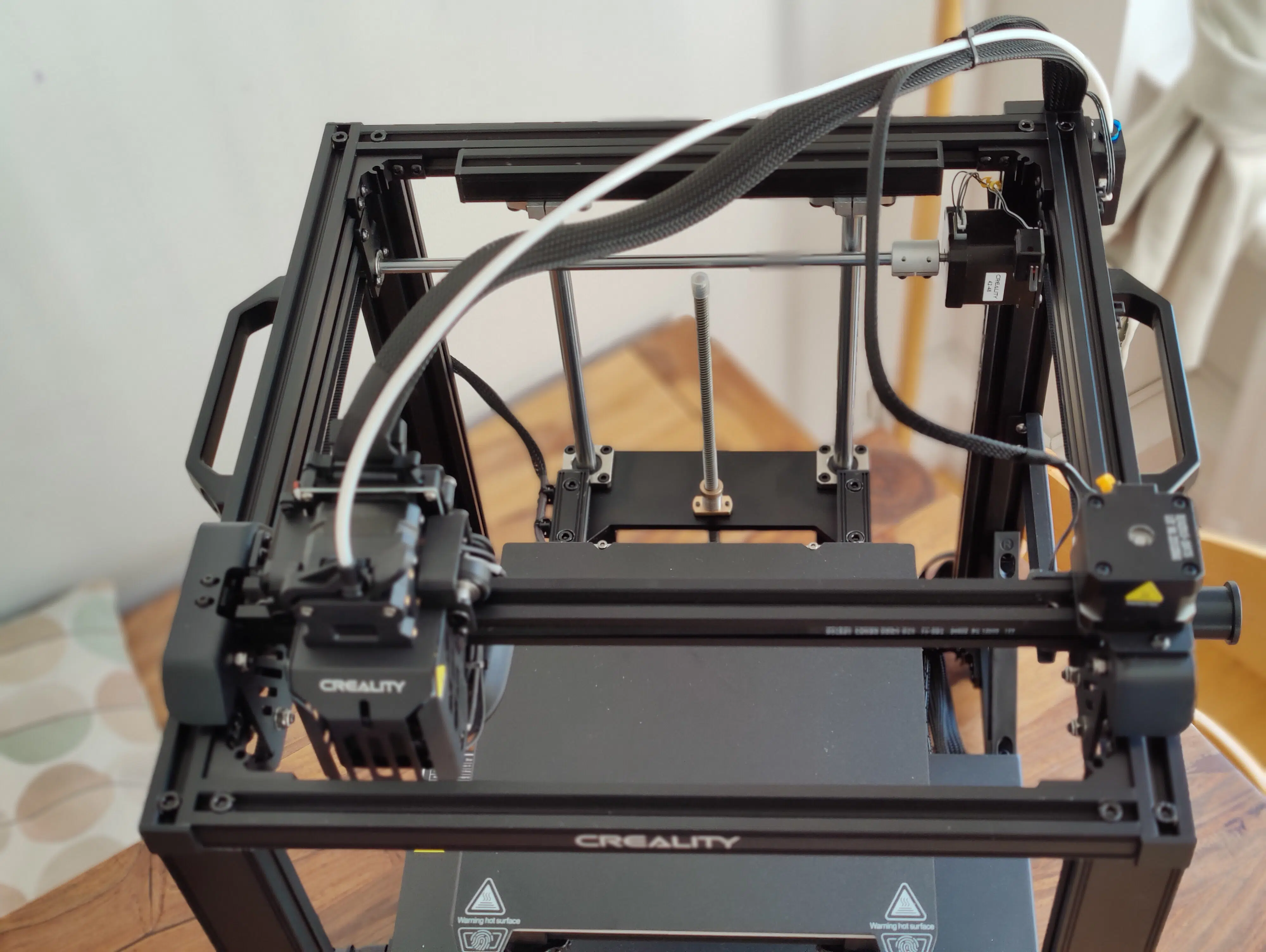
Was soll ich sagen: Der Klassiker, ein schwarzer, sehr stabiler Metallrahmen in Würfelform. Wer wegen dieser Cube-Bauart jetzt aber von einem CoreXY-System ausgeht, dem sei versichert: Creality nutzt ein H-Bot-System – ohne Riemenspanner. CoreXY wird mit dem K1 (Max) Einzug ins Creality-Universum halten.

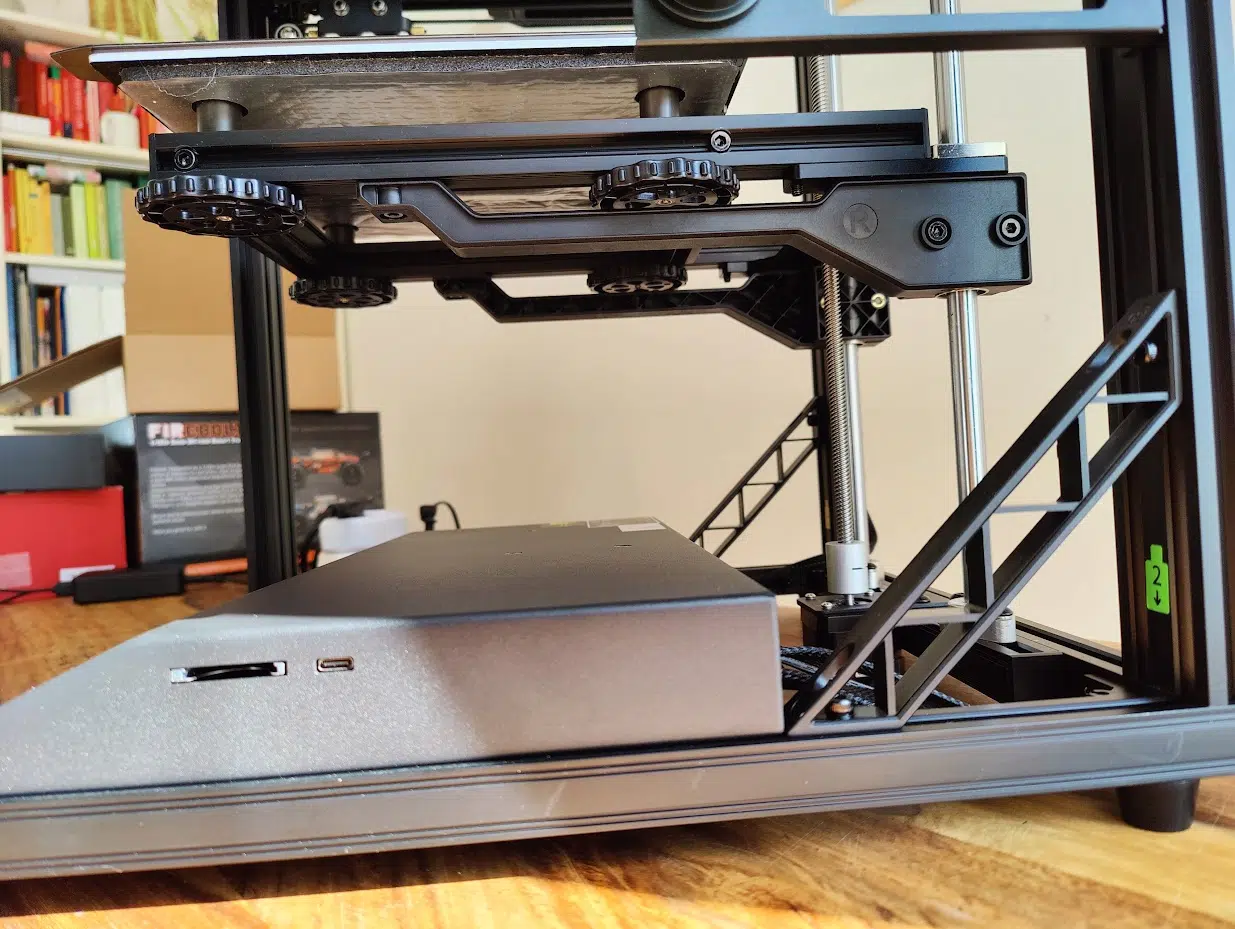
Wie stabil der recht hochwertig gefertigte Drucker angelegt ist, lassen auch schon die bereits erwähnten zusätzlichen Diagonalstreben an den unteren Ecken hinten links und rechts erahnen. Mir gefällt der schlichte, sauber aufgeräumte Look des 425 x 460 x 570 mm messenden und 12,1kg schweren Druckers mit seinen praktischen Tragegriffen, an dessen Front sich unten ein kleines 4,3 Zoll Touchdisplay befindet. An der rechten Seite sind SD- und USB-C-Slot verbaut.
Ansonsten macht der Ender-5 S1 designtechnisch auch deswegen eine gute Figur, weil er weniger nach Basteldrucker aussieht, als seine „Vorfahren“. Die meisten Kabel sind ordentlich verlegt, fixiert oder gar versteckt und die Schrittmotoren fügen sich recht harmonisch ins Gesamtbild ein. Außerdem hat Creality an Extras wie einen Staubschutz für die X- und Y-Schlitten gedacht. Letztere haben nun aber vier statt der üblichen drei V-Rollen.

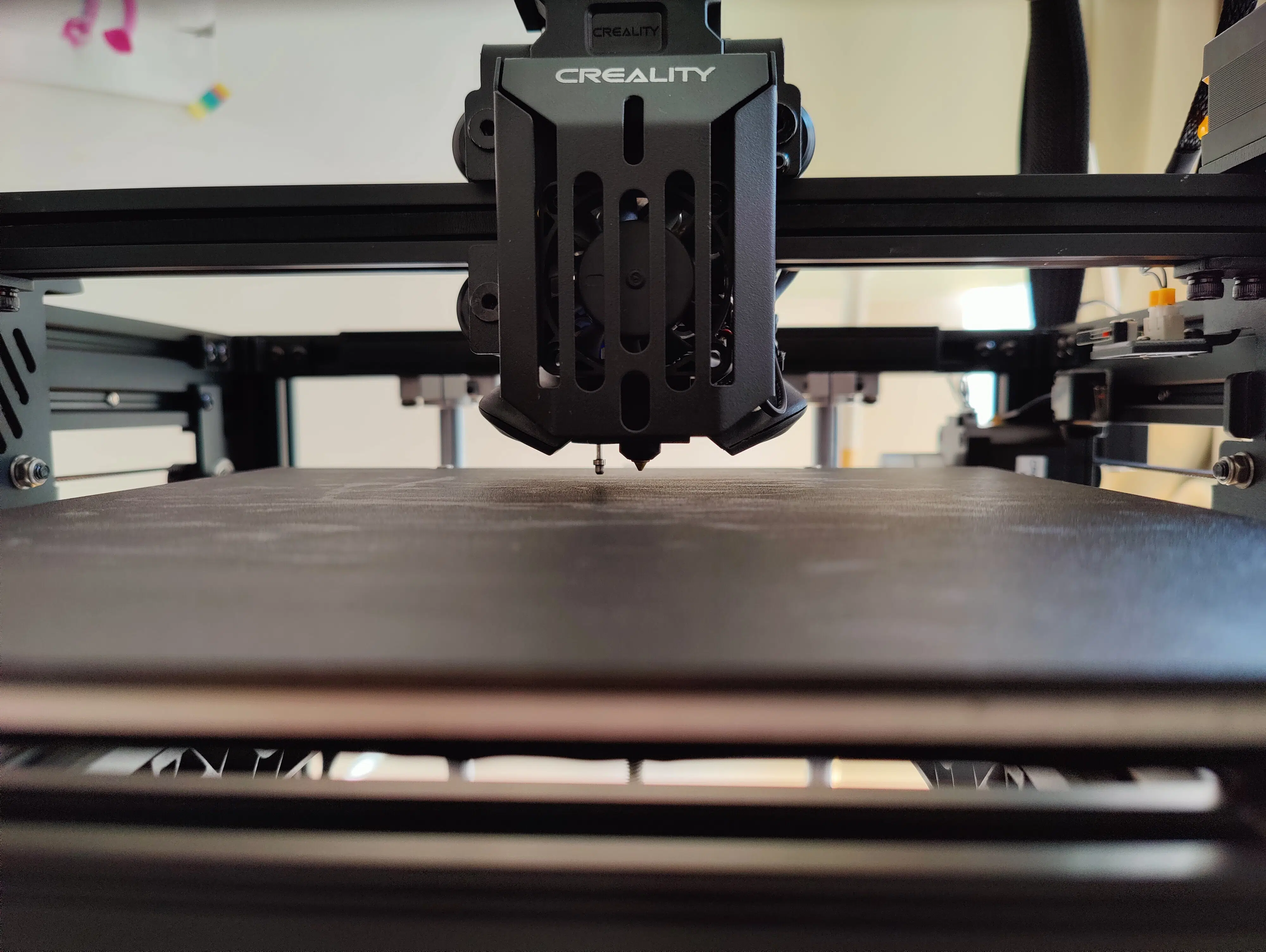
Wenn wir schon von guter Figur sprechen: die macht auch der Druckkopf mit seiner doppelseitigen Bauteilkühlung und einem 5015 Radiallüfter, welche dem 300 Grad-All-Metal-Hotend die Stirn bieten soll. Über dem Hotend befindet sich nicht etwa unmittelbar der Direct Drive Extruder, sondern erst einmal eine Heatsink mit Kühlrippen, deren Oberfläche um das 2,5 fache vergrößert wurde. Die beiden seitlich angebrachten Axiallüfter sollen dadurch besser kühlen können. Das Extruder-Hotend-Setup unterscheidet sich also vom Sprite Pro getauften Extruder des günstigeren Ender-3 S1 Pro, der ebenfalls mit 300 Grad drucken kann.
Aufbau: easy
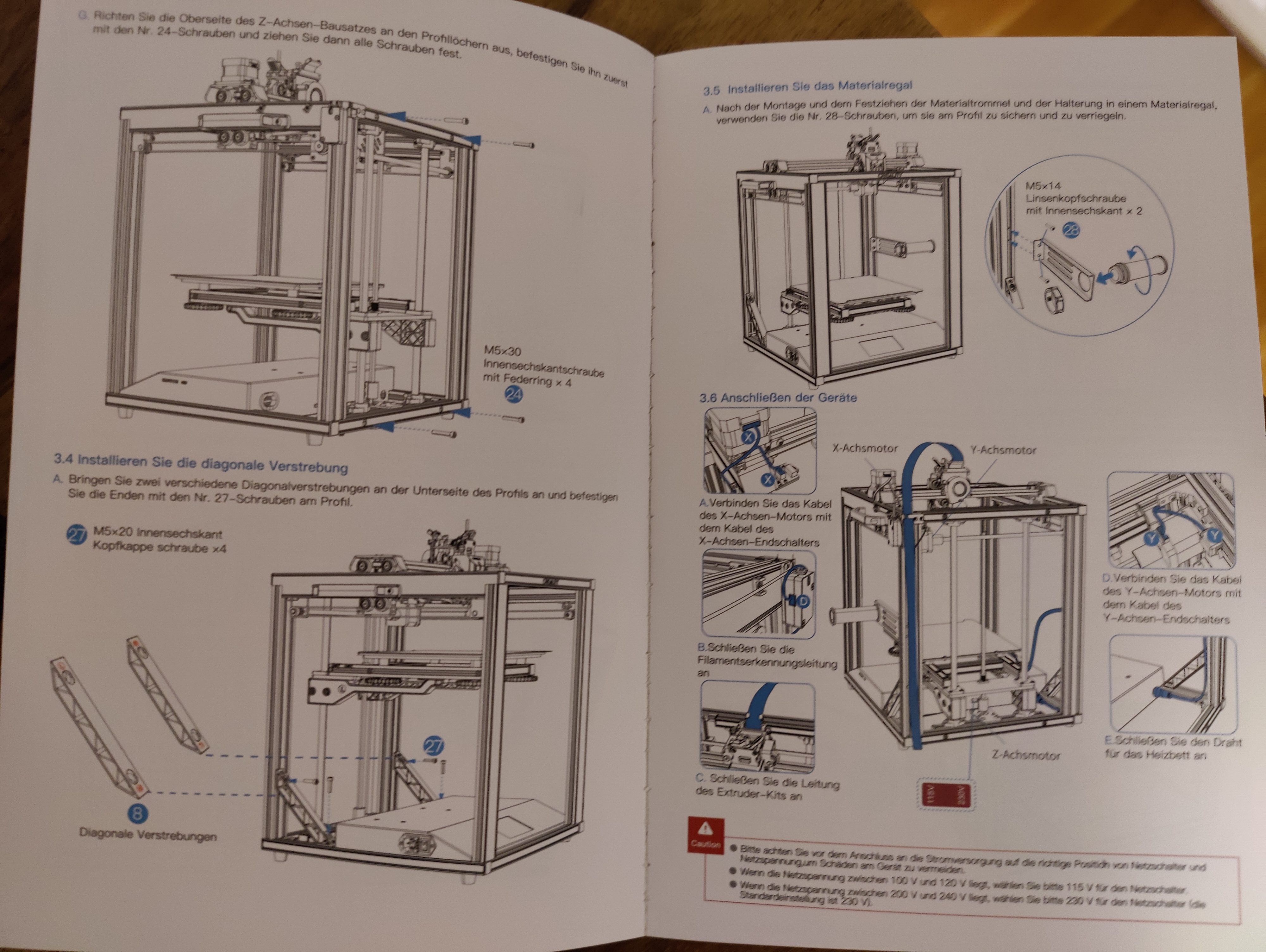
Nach einem kurzen Blick in den Innenraum der Basis, wo soweit alles sauber verkabelt erscheint, geht der Aufbau los. Dieser geht auch dank des gut bebilderten Quick-Start-Guide schnell von der Hand. Hier und da ein paar Sechskantschrauben angezogen und zack, sind alle Bestandteile zusammengebaut.

Wichtig ist allenfalls zu erwähnen, beim Fixieren auf die korrekte rechtwinklige Position der Aluminiumprofile zu achten und die Schrauben dann handfest anzuziehen – immer unter Berücksichtigung eines stabilen Stands aller vier Gummifüße. Wenn man hier zu schnell/schludrig ist, quittiert der Ender-5 S1 das mit wackeligem Stand. Ist mir natürlich nicht passiert, is klar.
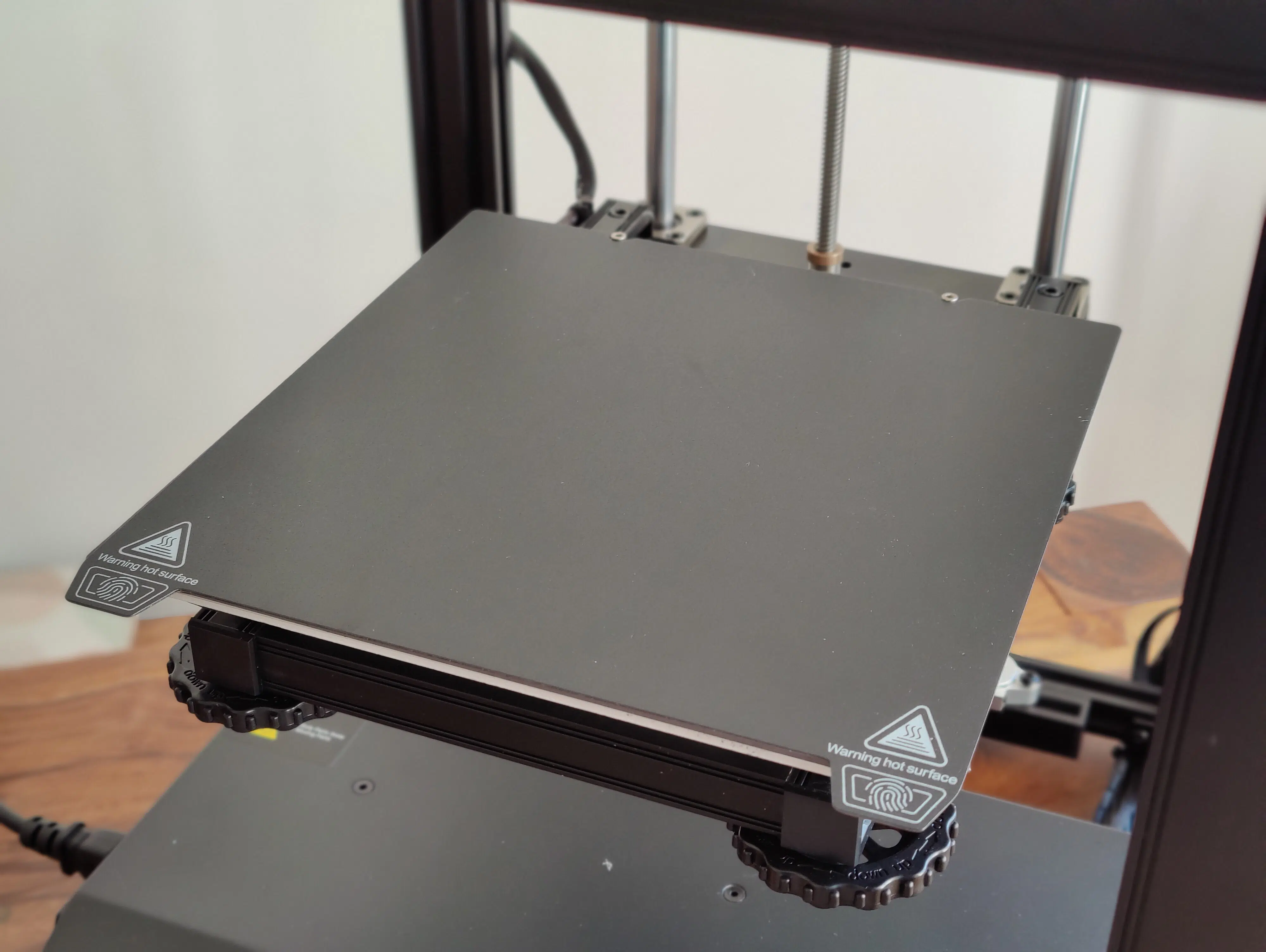
Ansonsten ist der Einsatz des „Karton-Schaumstoffturms“ noch erwähnenswert, der die Montage des vorbildlich isolierten Druckbetts am Z-Achsen-Modul erleichtert. Dieses Druckbett bekommt zwei weitere Kunststoffstützen spendiert, kommt aber mit einer von mir wenig geliebten magnetischen PC-Auflage, die gerade bei nicht ganz perfektem Leveling einfach zu stark haftet. PEI-Federstahl wäre hier schön gewesen – übrigens genauso wie ein nach hinten geführter Kaltgeräteanschluss, der mein Ästhetik-Empfinden an der linken Seite irgendwie halt stört.

Inbetriebnahme: einfach, aber…
Jetzt ist das Ding also aufgebaut. Also erstmal anstellen und das Touchdisplay offenbart ein sehr übersichtliches Menü, durch das ich mich erst einmal durchklicke. Intuitiv sind manuelle Achsenbewegungen, Filamentein- und auszug sowie die Temperatursteuerung inkl. Presets für ABS und PLA erreichbar. Darüber hinaus kann ich auch den Filament- oder den CR-Touch-Levelsensor aktivieren oder deaktivieren, sehr schön. In das User-Interface hätte man aber durchaus etwas mehr Liebe zum Detail stecken können.

Ich starte also erst einmal das Auto-Leveling. Und sorry Creality, hier würde ich mir ähnlich wie beispielsweise beim BIQU Hurakan ein auf ein Minimum reduziertes manuelles Vorleveln wünschen. Stattdessen muss ich zuerst mit den Stellrädern unter dem Druckbett 5 Positionen leveln, den Z-Offset einstellen und dann erst das Auto-Leveling ausführen.
Apropos Auto-Leveling: Das dauert einfach mal minutenlang. Warum muss das so langsam sein, Creality? Und warum bleiben dabei Hotend und Druckbett kalt? Nicht nur das stört den zuvor durchaus positiven Eindruck, sondern auch, dass das Display beim folgenden Rumklicken einfriert und der Drucker nicht mehr reagiert. Das passierte mir drei Mal, sodass ich den Ender-5 S1 jeweils neu starten musste.

Ein kleiner Tipp am Rande: Nutzt für die PC-Auflage einen 3D-Druck-Klebestift und im Zweifelsfall ein Skapell statt des üblichen Spachtels. Das erleichtert euch das Lösen von fertigen Drucken um Einiges.
Emissionen: Stromhunger – Lautstärke – Wärme
Okay, ich bin durch Bambu Lab & Co verwöhnt und die Ender-Drucker sind Crealitys Einstiegsreihe, aber die minutenlange Aufheizzeit des Heizbetts fiel bei anderen Druckern im gehobenen Einsteigerbereich deutlich kürzer aus. Wie dem auch sei, genug gemeckert. Schauen wir uns die Leistungsaufnahme, Lautstärke und Wärmeentwicklung des Ender-5 S1 einmal genauer an.
Hat der Drucker nichts zu tun, gönnt er sich im Schnitt 7,7W (Idle). Einen Anteil daran hat sicherlich auch der Netzteillüfter, welcher direkt nach dem Einschalten anspringt und leider konstant läuft. Immerhin: Mit durchschnittlich 54dB ist das lautstärketechnisch gut auszuhalten.

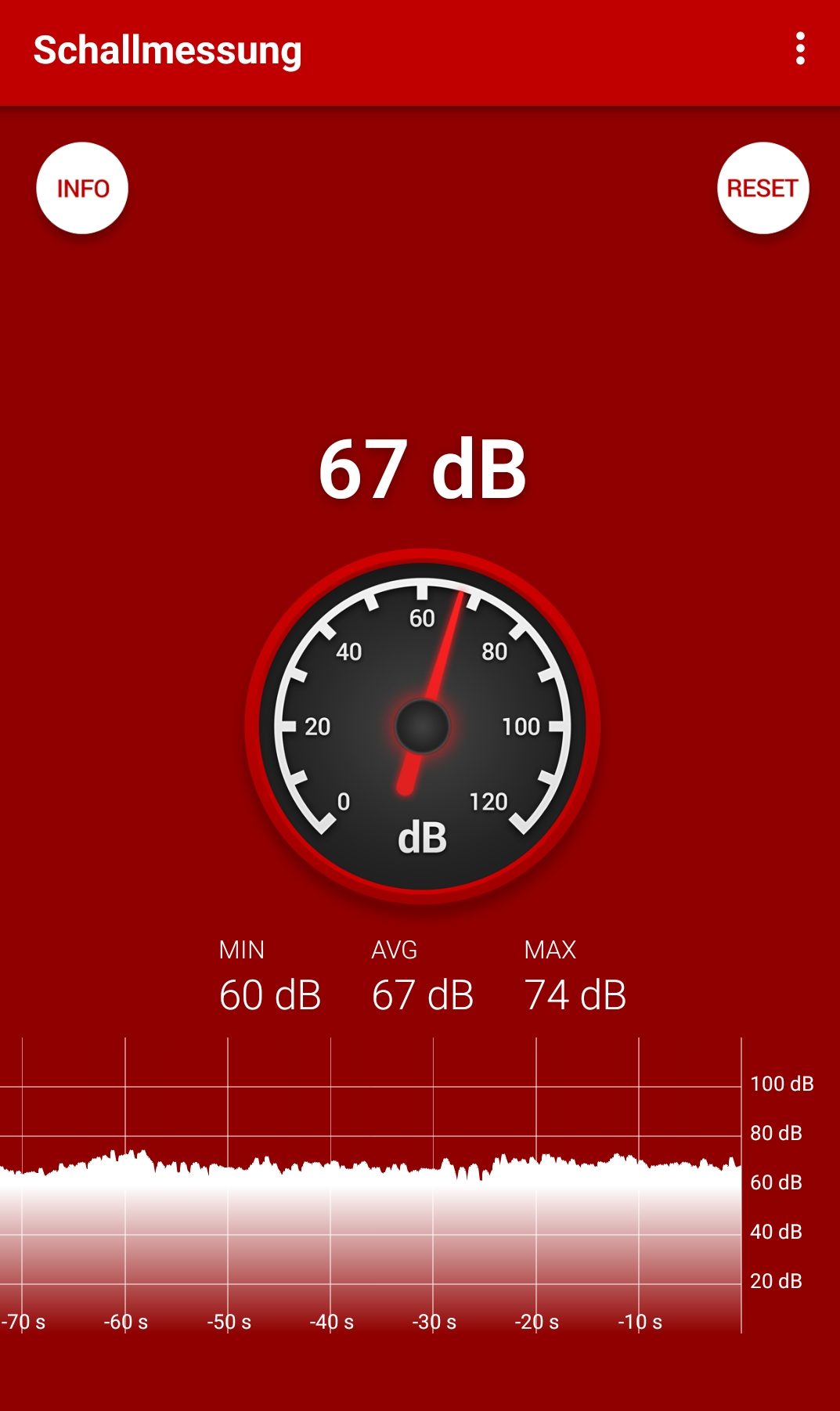
Auch während des Drucks bis 250mm/s bleibt der Ender-5 S1 im Vergleich zu einem AnkerMake M5 mit durchschnittlich 67dB bei angenehmem Tiefton-Säuseln absolut ertragbar. Daran wird sich auch nichts ändern, wenn wir den Drucker mit Creality Sonic Pad betreiben.
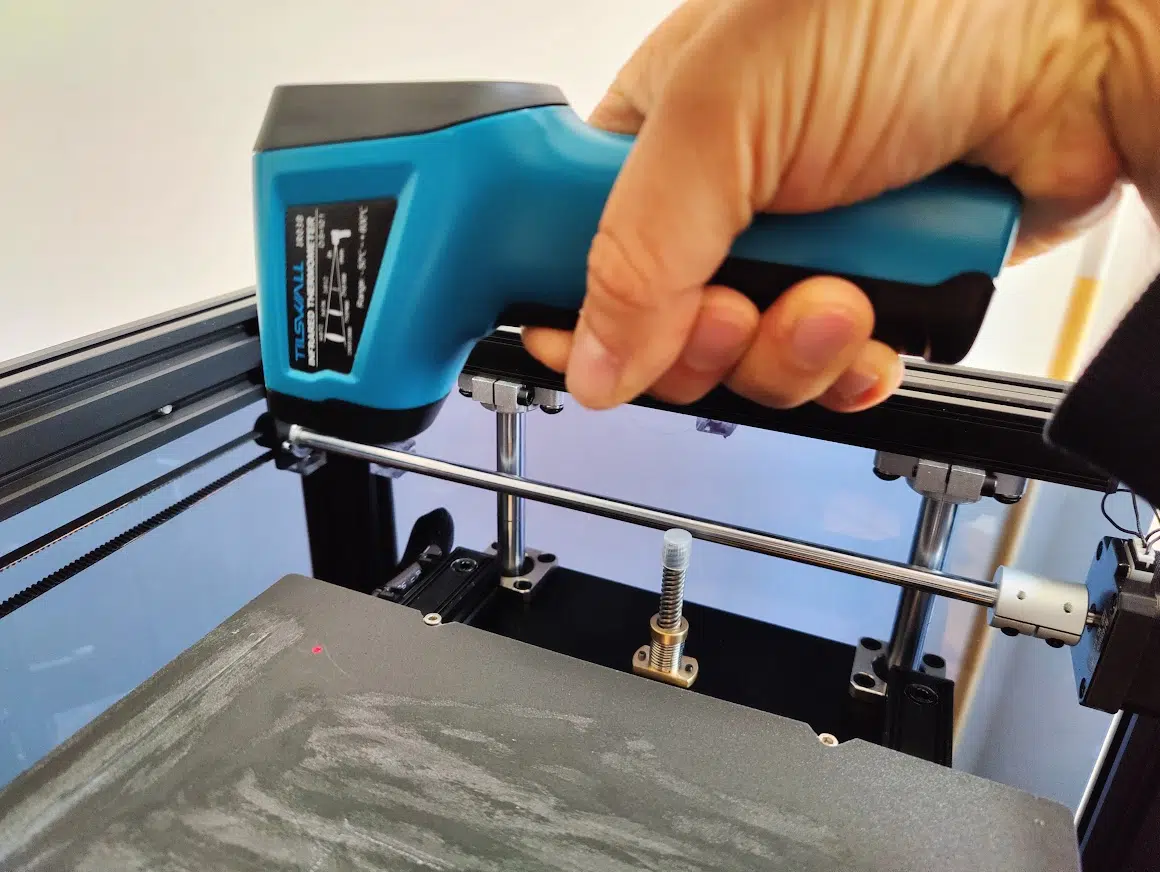
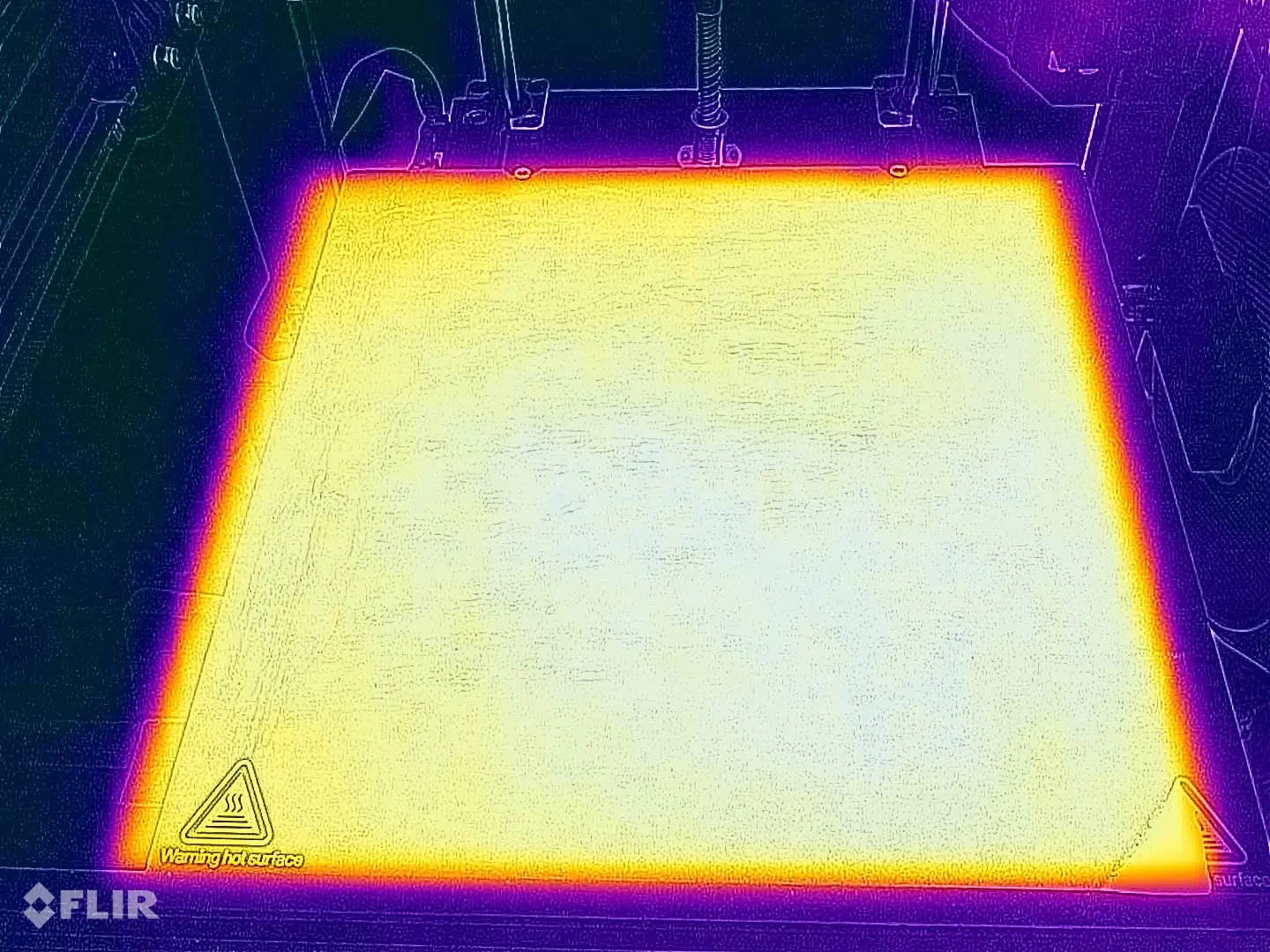
Das gemächliche Aufheizen des Heizbettes auf 60 Grad schlägt mit durchschnittlich 302,4W zu Buche, das Hotend gönnt sich hingegen beim Heizen auf 200 Grad lediglich 72,8W im Schnitt. Die Wärmeentwicklung an den Motoren ist unauffällig, die Wärmeverteilung hingegen bei einem auf 60 Grad aufgeheizten Druckbett nach 15 Minuten auffällig gleichmäßig. Nur hinten links fällt die Gradzahl etwas ab. Konkret heißt das: Vorne links 63,3°C, vorne rechts 63,1°C, hinten rechts 62,9°C, hinten links 61,2°C und in der Mitte 62,8°C. Gut gemacht, Creality!
Software: Creality Slicer vs. Cura
Ich habe prinzipiell nichts gegen proprietäre Slicer. Beim Creality Slicer sehe ich aber schlichtweg den Sinn nicht. Es handelt sich um eine wenig kaschierte Umlabelung einer veralteten Cura-Version. Klar, hier ist der Ender-5 S1 als Drucker mit seinen Parametern hinterlegt, genauso wie Crealitys Filamente.
Aber warum eine veraltete Cura-Version nehmen anstatt direkt zum „Original“ in der aktuellen Version (5.3.0) zu greifen? Blöd nur, dass Creality hier kein Profil für Drucker und eigenes Material hinterlegt hat. Materialien oder Cura-Profile kann man sich zwar via Export-Funktion aus Crealitys Slicer holen und bei Cura importieren. Das gilt aber nicht für die Druckereinstellungen.
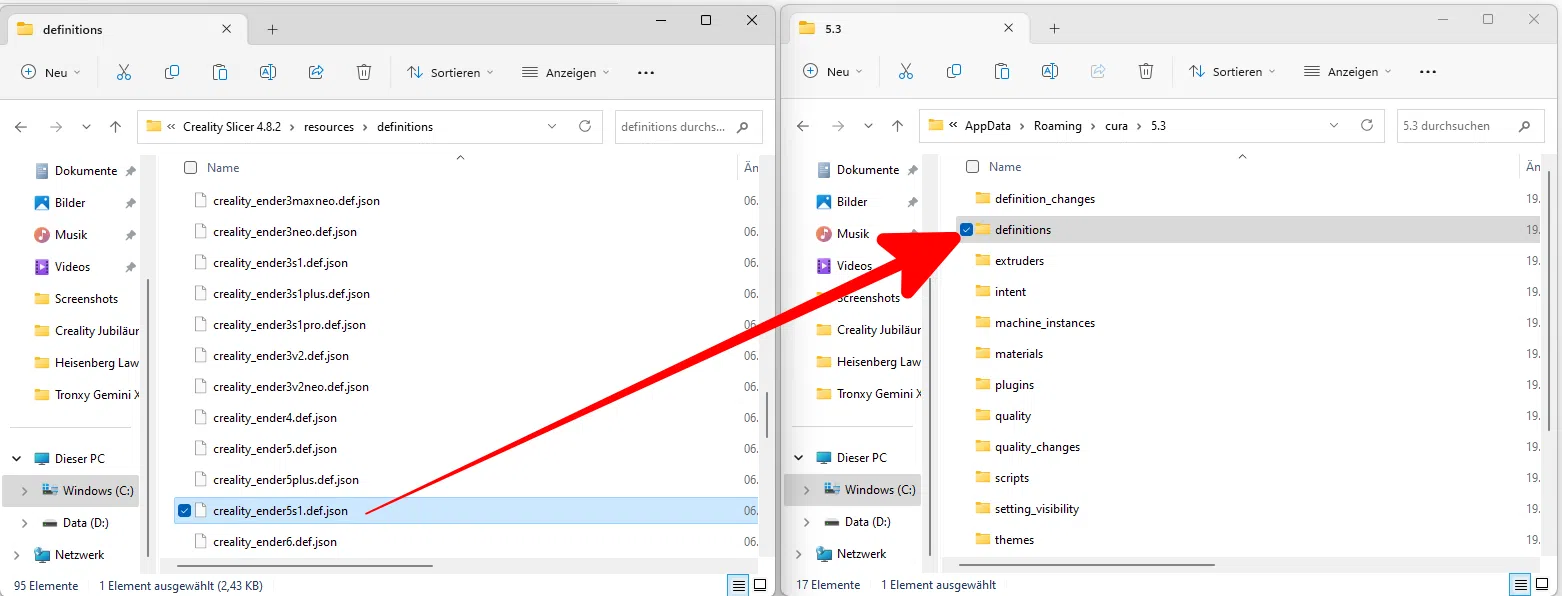
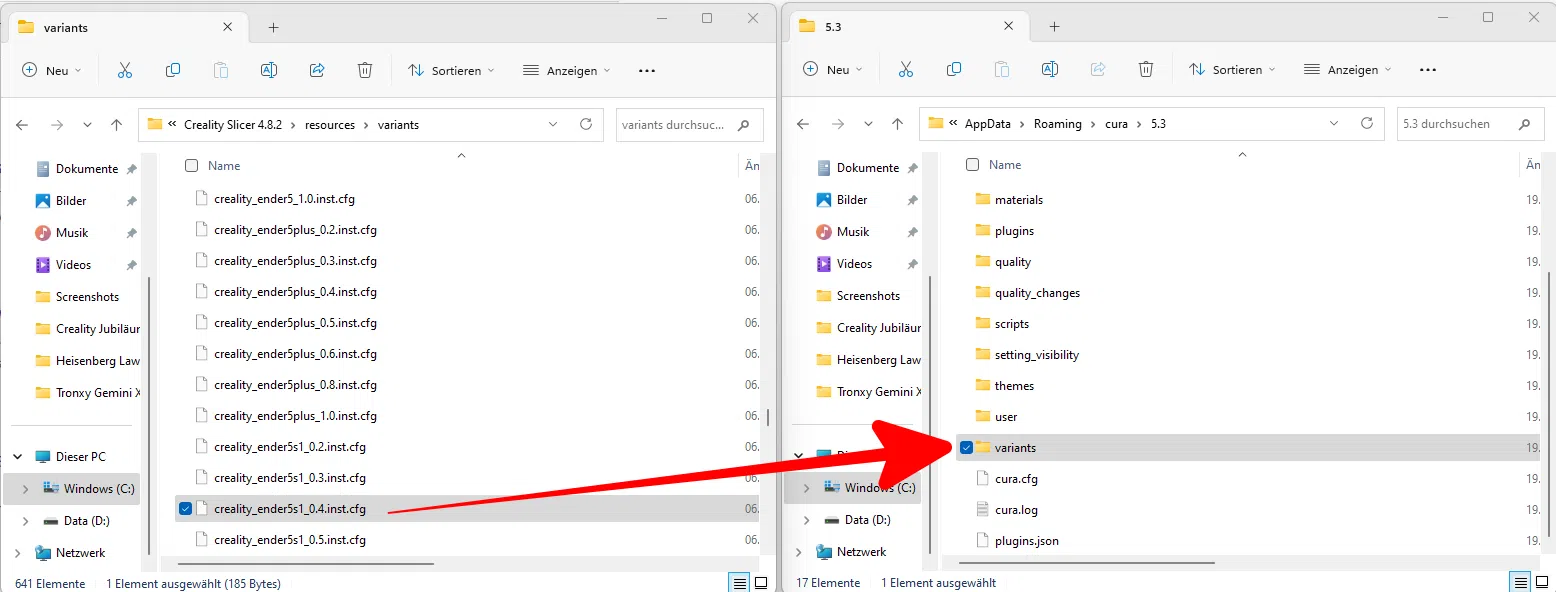
Hier gibt’s einen kleinen Trick: Im Programm-Verzeichnis des Creality-Slicers müsst ihr unter „definitions“ und „variants“ die beiden entsprechenden Ender-5 S1 Dateien in euer Nutzerverzeichnis unter AppData -> Roaming -> Cura einfügen. Danach müsst ihr mit Notepad++ noch eine minimale Änderung vornehmen.
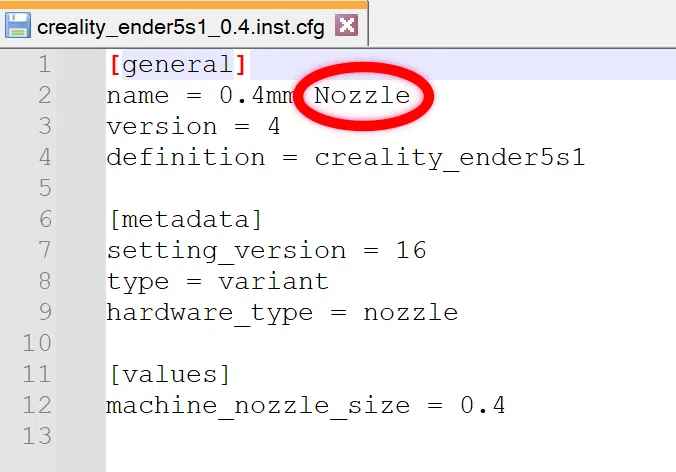
Nun solltet ihr den Ender-5 S1 in Cura auswählen und auch Crealitys Filamente (Materialien) nutzen können. Das gilt blöderweise nicht für alle Filamentarten – ist aber schonmal eine kleine Erleichterung. Wie das Ganze konkret funktioniert, zeigt euch dieses Youtube-Video am Beispiel des Ender-3 S1 Pro.
Druckbeispiele Part 1: Marlin-Firmware ohne Einhausung
Wir haben jetzt also Crealitys Druckereinstellungen in Cura importiert. Crealitys CR-PLA in mattschwarz drucke ich nun in Standardeinstellungen, also bei 195°C Hotend- zu 60°C Betttemperatur bei einer Geschwindigkeit von 120mm/s (500mm/s²) in 01:15 Stunden. Es sieht gut aus, wenngleich neben minimalen Blobs am Bug gerade an den Seiten Unsauberheiten zu sehen sind, seht selbst:

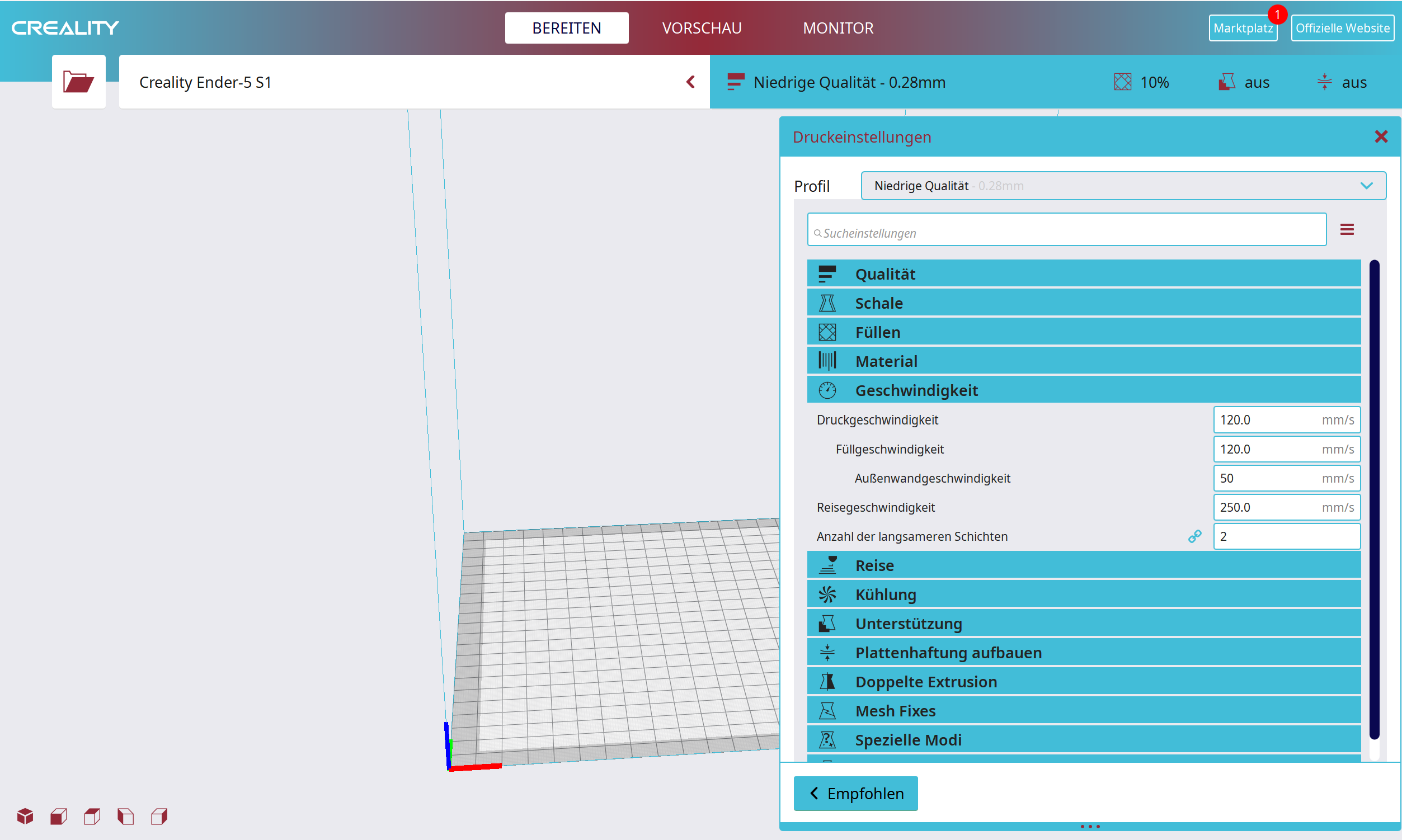
Jetzt gehe ich mit denselben Einstellungen auf die von Creality beworbenen 250mm/s und reize mit 2000mm/s² das Maximum an Beschleunigung in der Marlin-Firmware aus. Um ein wenig gnädig zu sein, setze ich die Außenwand-Geschwindigkeit auf 60mm/s, was kaum Auswirkung auf die 01:06 Stunden Druckzeit hat. Das Ergebnis kann sich immernoch sehen lassen, sichtbare Artefakte sind nun aber deutlich im Rumpfbereich des Bugs zu sehen.


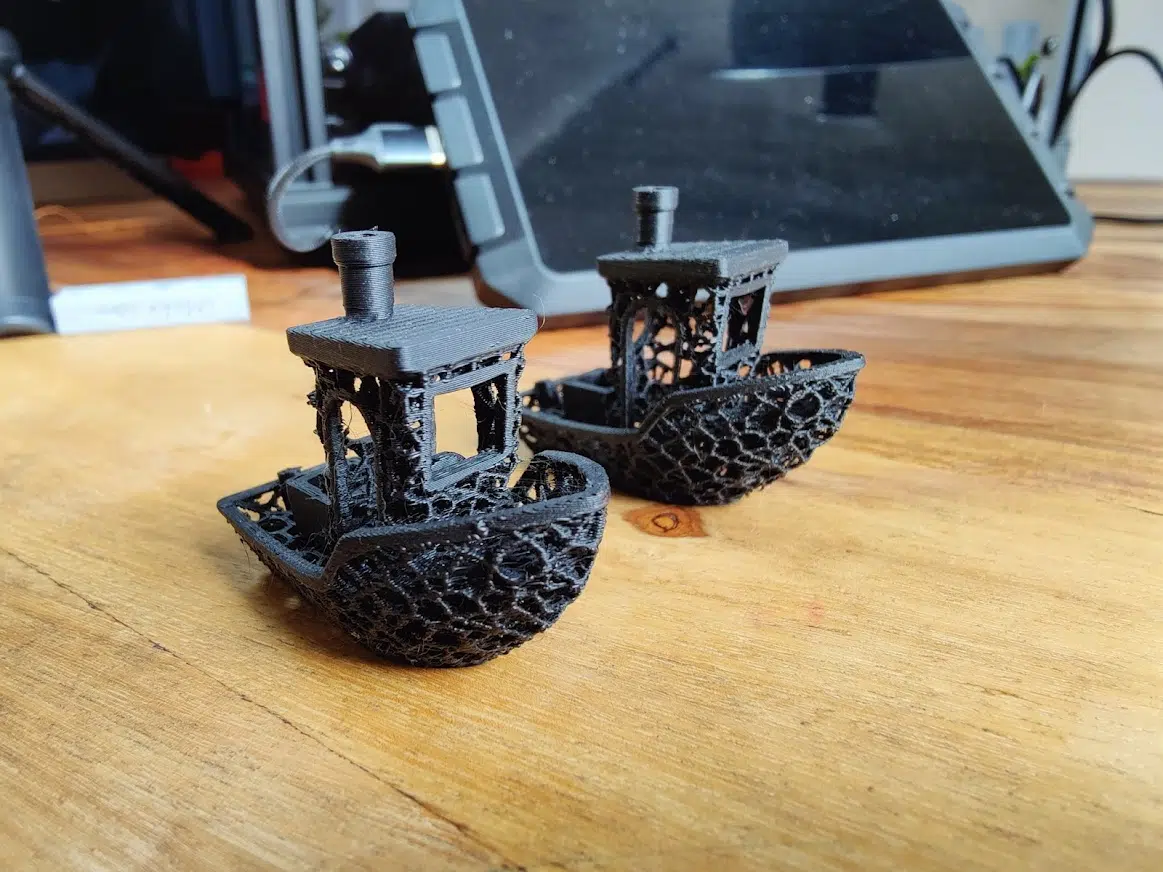
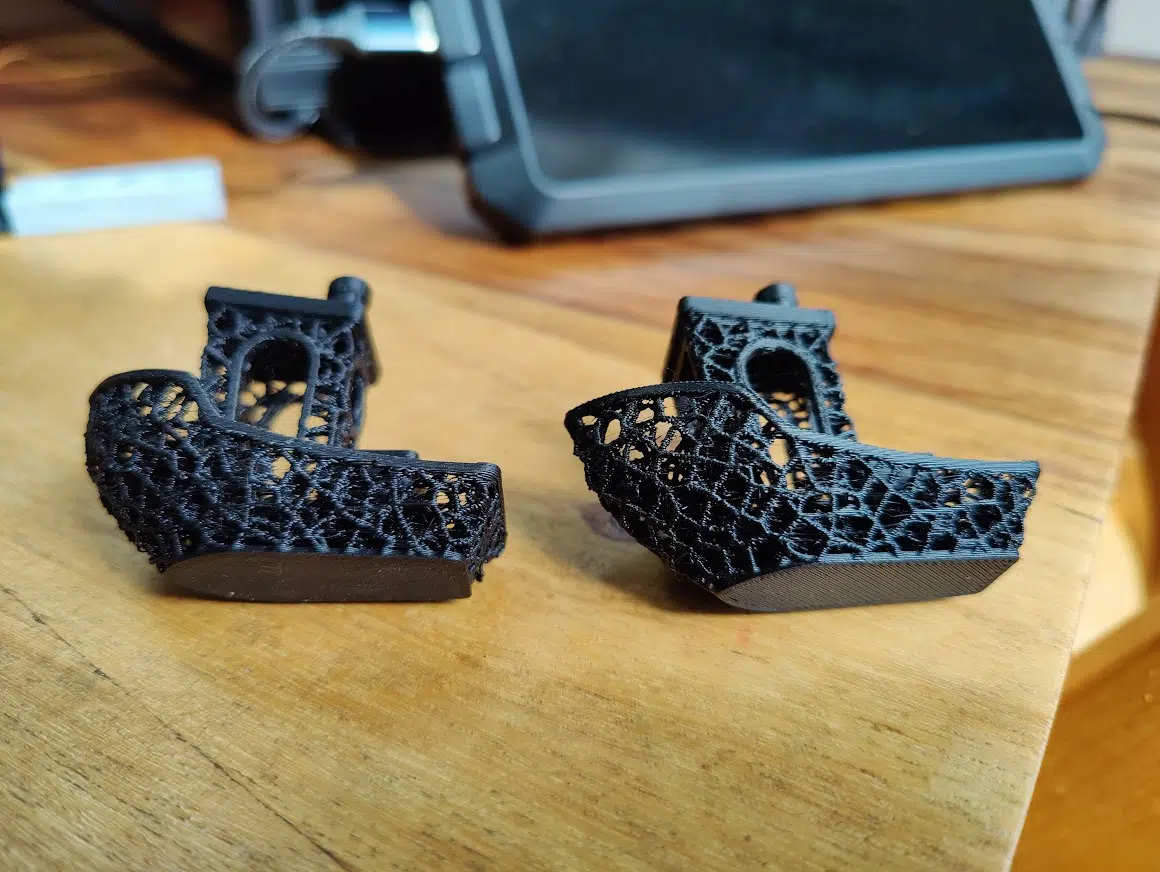
Ich wähle dasselbe Creality-Filament und dieselben Einstellungen für das Voronoi-Benchy und bin wirklich positiv überrascht: In 01:32 Stunden kommt ein ansehnliches Voronoi-Benchy heraus, Respekt! Denkt daran, Leute, mit Ausleuchtung sieht das Ganze weitaus schlechter aus als im realen Leben.


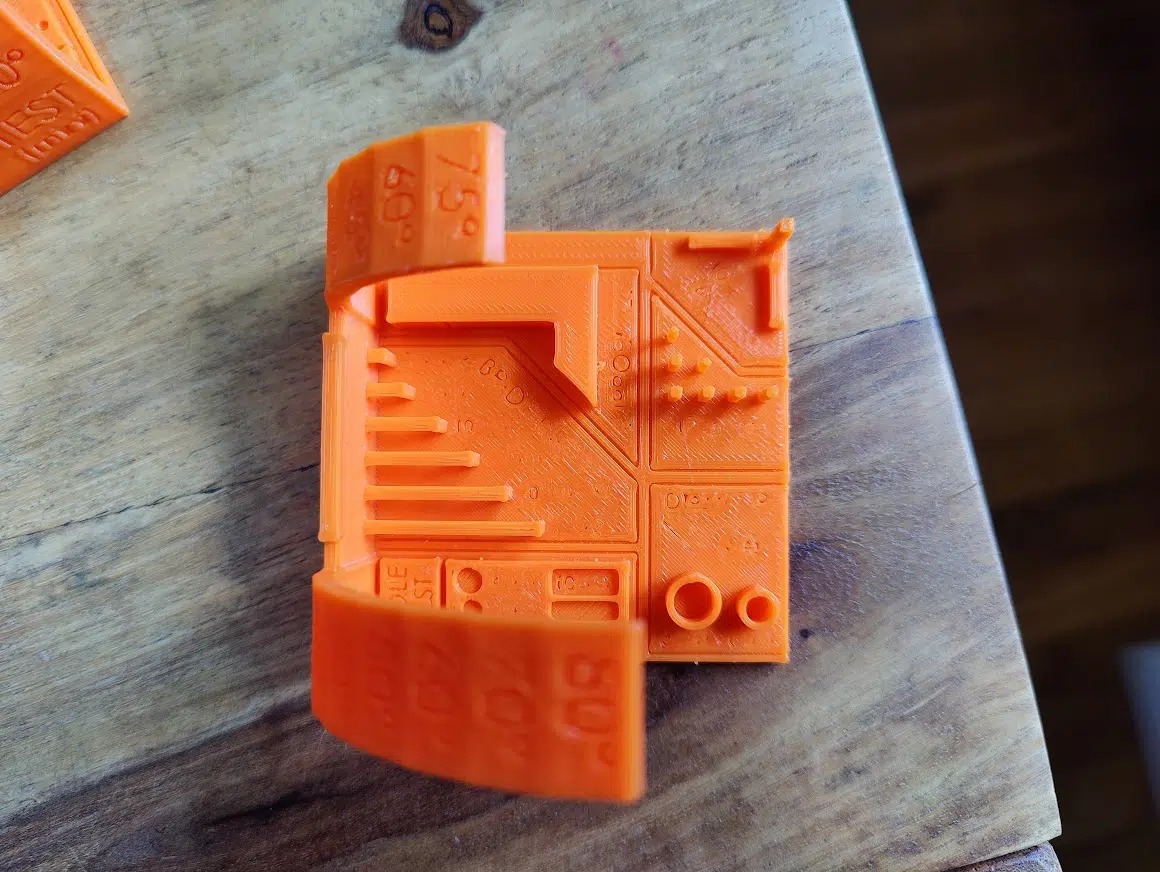
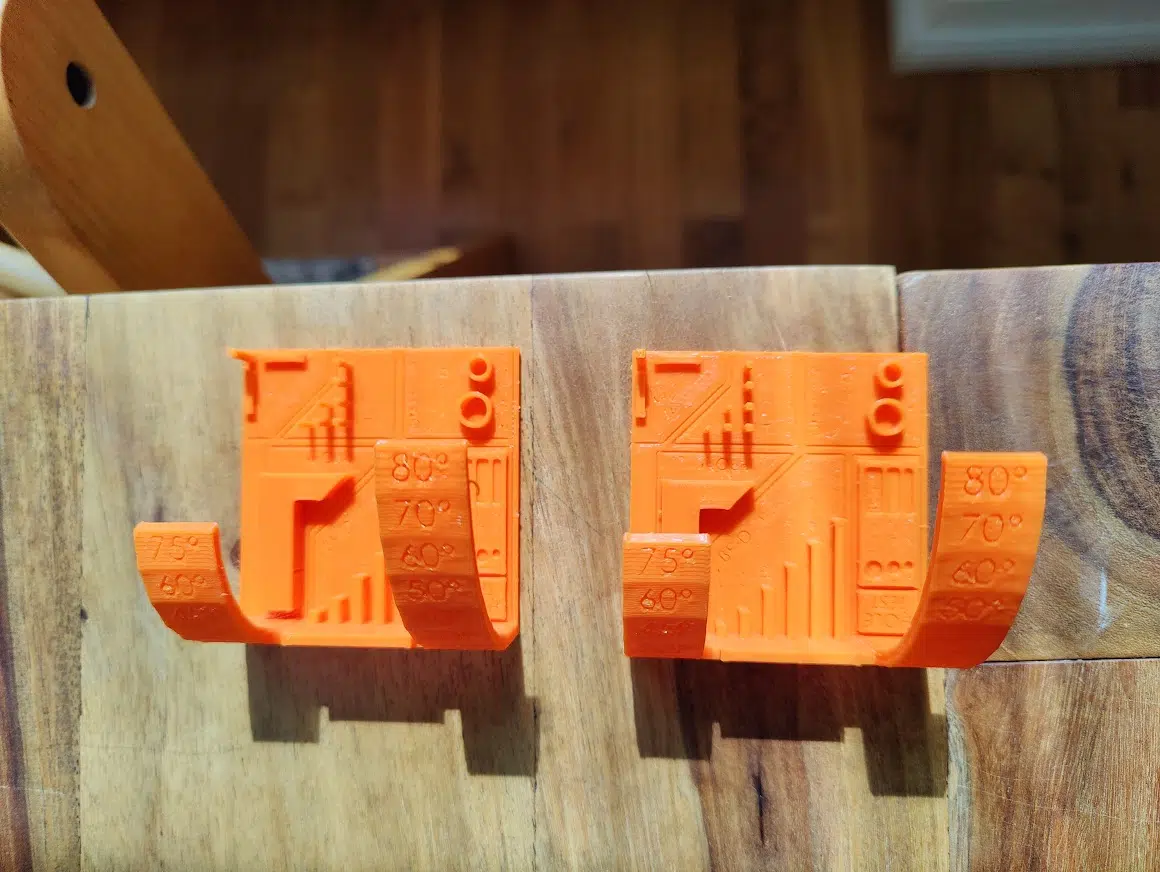
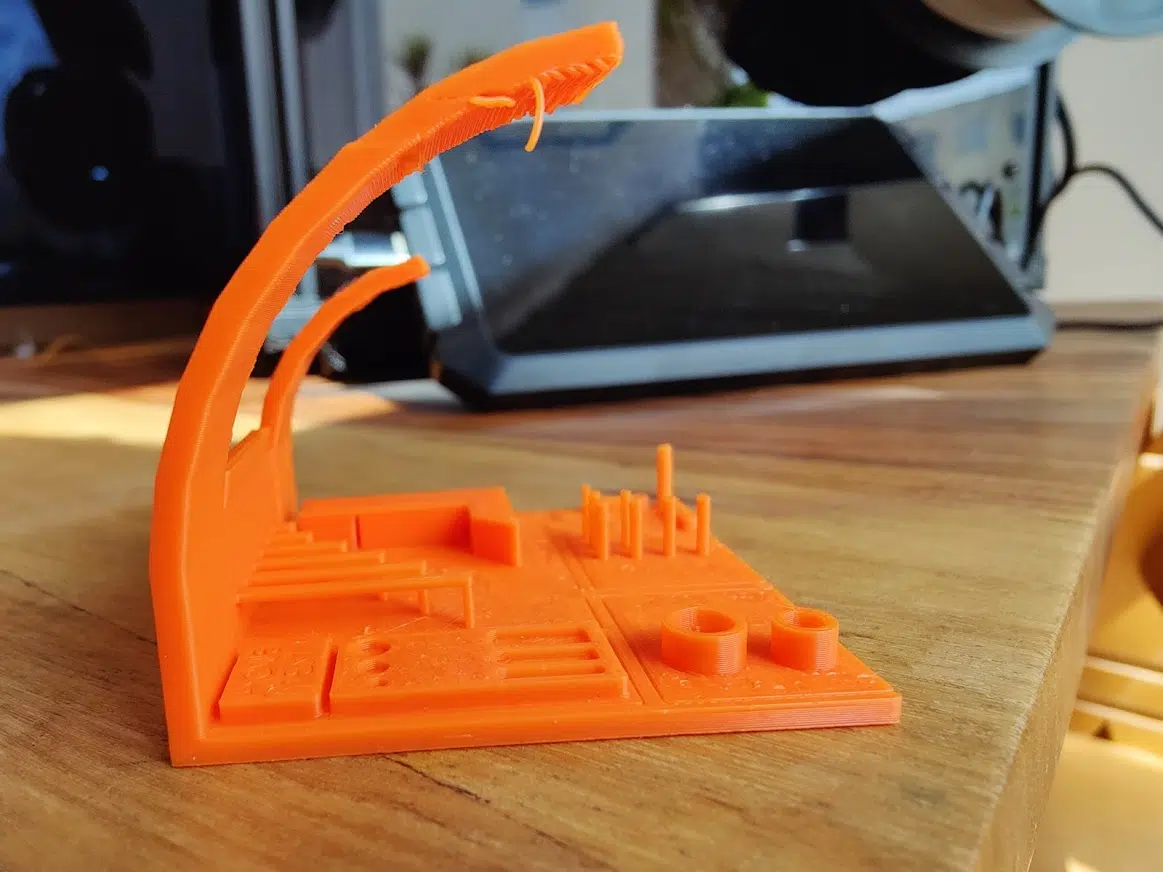
Als Nächstes nutze ich CG-Orange, diesmal in Form von Bambu PLA bei 200°C Düsen- und 60°C Betttemperatur. Dazu drucke ich den Mini-All-in-One-Test bei 250mm/s (Außenwand: 60mm/s, Beschleunigung: 500mm/s²). Die üblichen Probleme bei Überhängen treten ab 60° bis 70° auf. Auch die Oberfläche könnte glatter und die Schrift deutlich lesbarer sein. Ansonsten ist das Ergebnis aber gut.

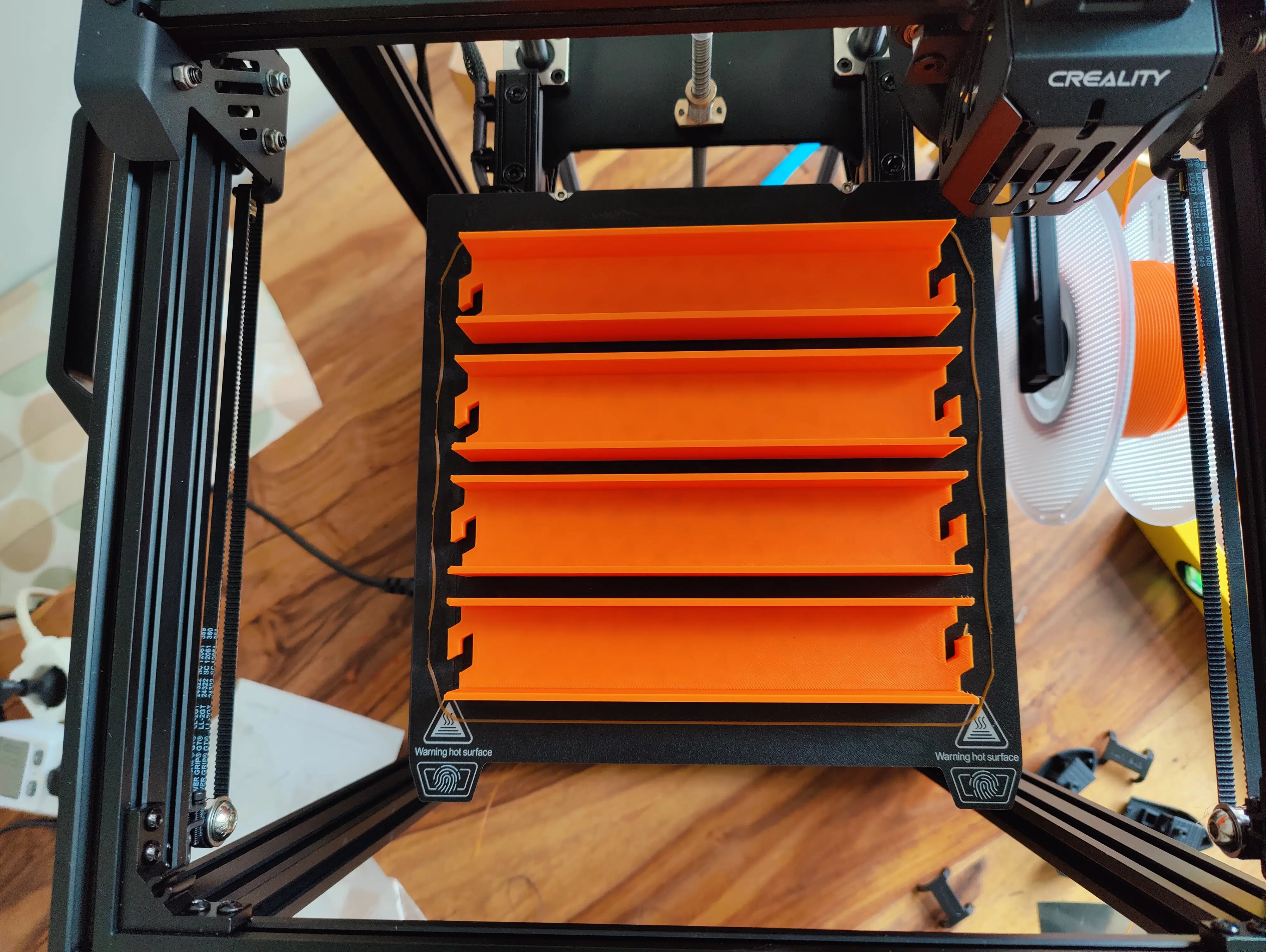
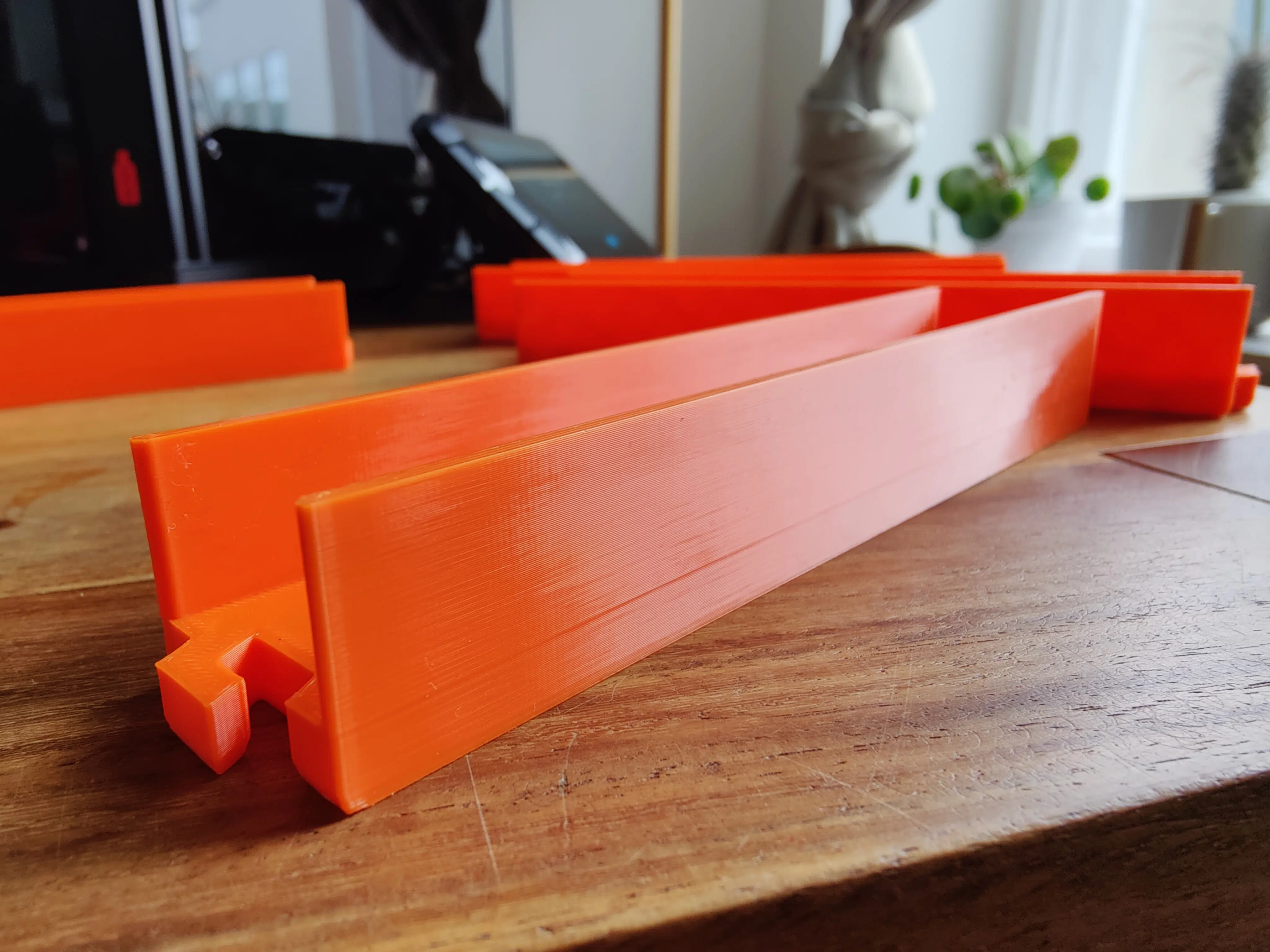
Ich möchte die Bambu-PLA-Spule jetzt aufbrauchen. Dazu drucke ich für die Kids weitere Bahnen für ihre Hexbugs. 4 solcher Bahnen füllen das Druckbett recht gut aus. Gedruckt werden sie wiederum bei 200°C Düsen- und 60°C Betttemperatur und 250mm/s bei 2000mm/s² Beschleunigung. In 07:51 Stunden sind sie fertig und schauen bis auf minimale Unsauberkeiten an den Anschluss-Clips wirklich gut aus:


Für den üblichen Toleranztest darf ein Fidget-Spinner nicht fehlen. Diesen drucke ich in exakt denselben Einstellungen in 01:42 Stunden. Er ist nicht der beste jemals gedruckte Figdet-Spinner – gerade was das Bridging anbelangt, aber er funktioniert sofort ohne Probleme.


Da wir hier ja einen Direct-Drive-Extruder haben, kommt Amazons Basics TPU (Offshore-Wert: 95A) zum Einsatz. Die TPU-Profilangaben in Cura machen hier allerdings überhaupt keinen Sinn. So wähle ich 230°C Düsen- und 30°C Betttemperatur für eine zu druckende Handyhülle. Außerdem nutze ich die Hälfte des Standardspeeds, also 60mm/s und setzte die Kühlung auf 50% wegen zu druckender Überhänge. Das Ergebnis fällt mau aus und bedarf definitiv weiterer Optimierungen. Eine Menge Artefakte sind zu sehen inkl. massiver Unsauberkeiten im Bereich des Kameraausschnitts.

Eigentlich sollte ich mit der verbauten Messingdüse keine abrasiven (also Reibung/Düsenabnutzung erzeugende) Filamente nutzen. Aber hey, Creality liefert keine gehärtete Stahldüse mit, dafür aber ein All-Metal-Hotend bis 300 Grad inkl. sehr gutem Direct-Drive-Extruder. Die Neugier siegt also und ich nutze Bambu PA-CF – also ein Nylon-Carbon-Filament, welches ich bei 265°C Düsen- und 85°C Betttemperatur (Kühlung: 50%) drucke. Heraus kommt mit 120mm/s ein Frischhalte-Clip, dessen Seitenwände top aussehen, dessen Ober- und Unterseite aber definitiv mehr Filamentfluss vertragen hätte.


Einhausung: Dach fehlt = Halb-Einhausung
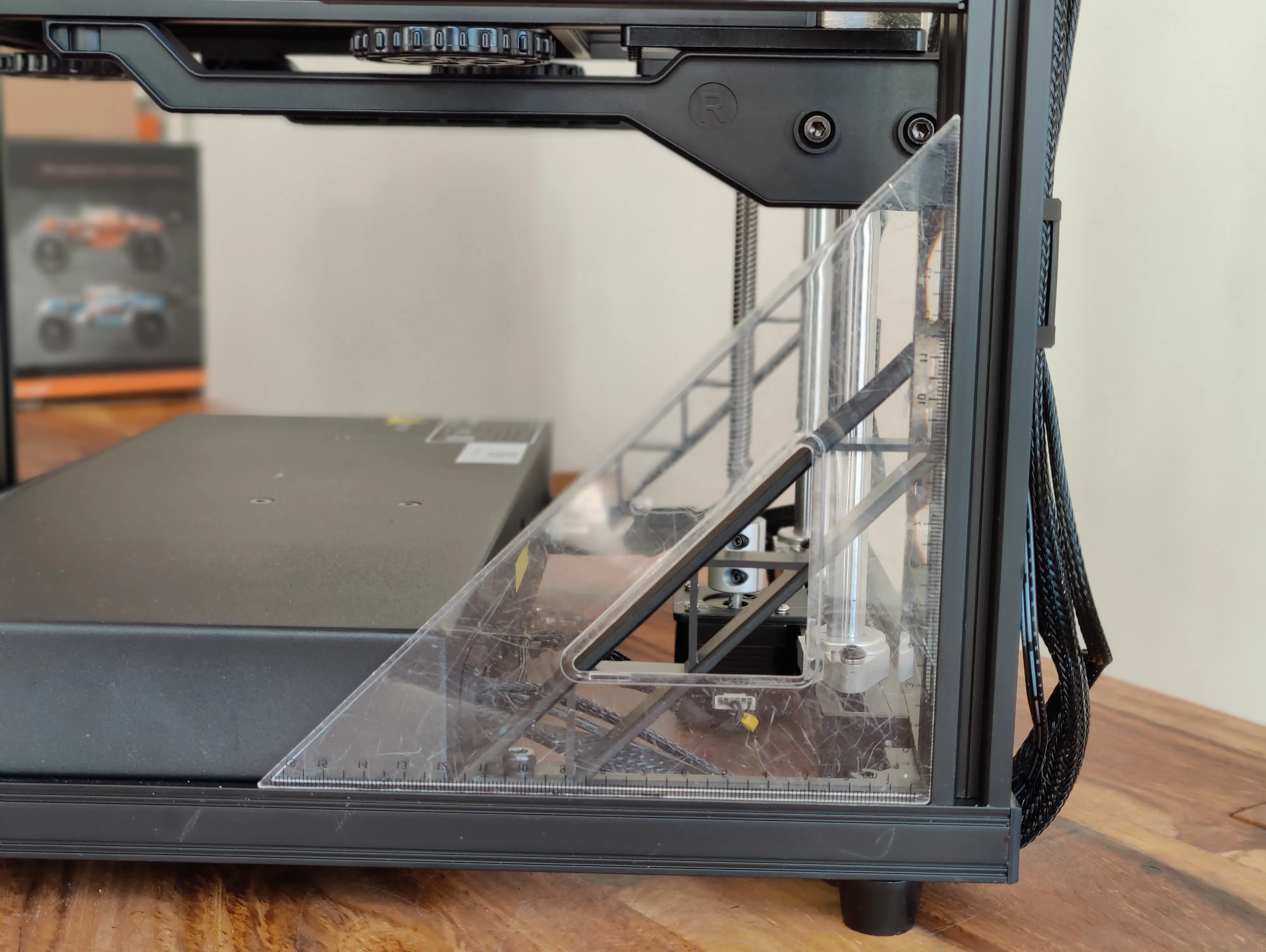
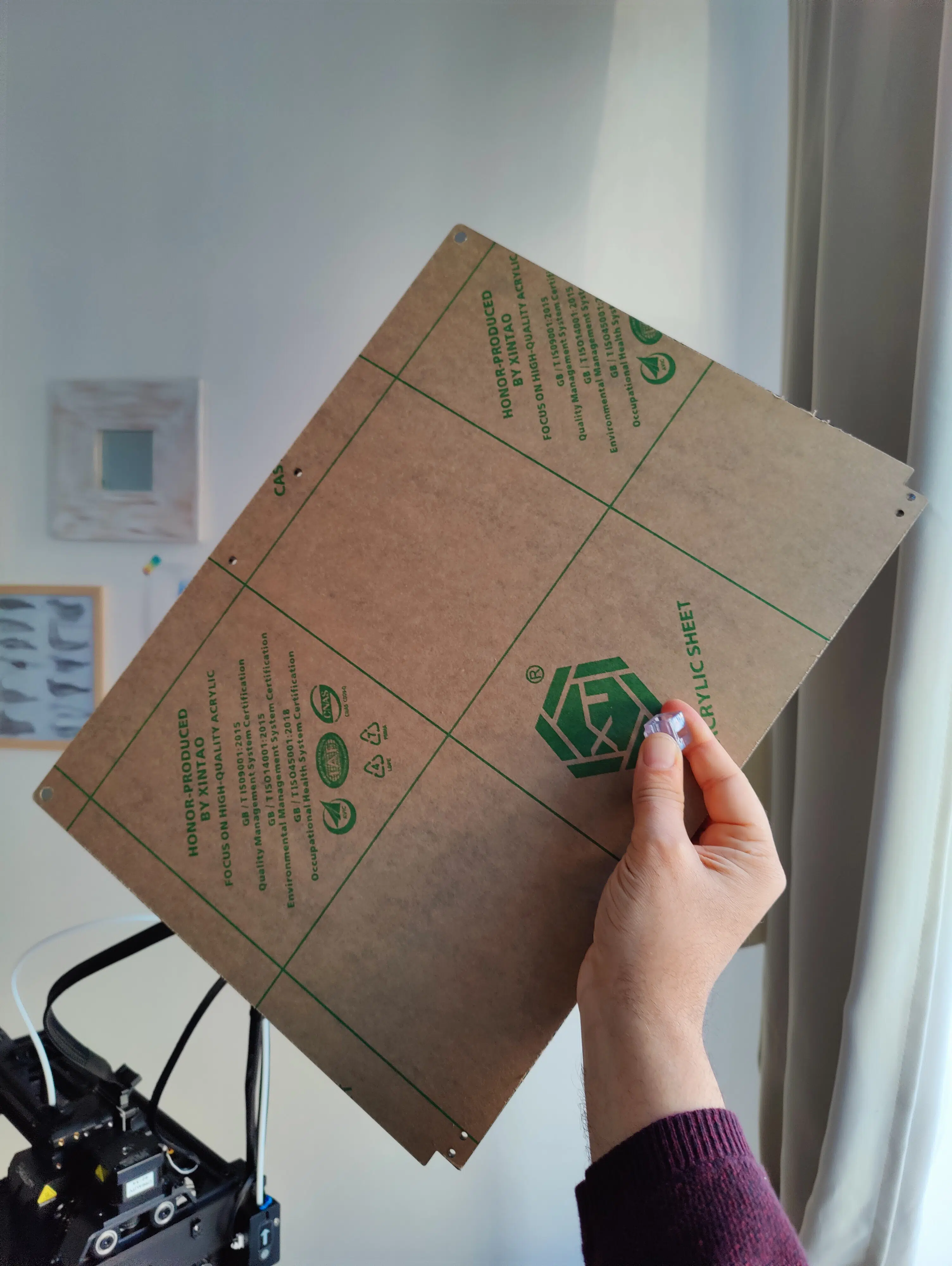
Operation Einkleidung des Ender-5 S1 startet mit schicken schwarz-violett getönten Acrylglaspanels, welche recht schnell mithilfe von Würfelclips an den Profilen verschraubt werden. Frickelig ist dabei nur die Fixierung der Fronttür mit schlecht fixierbaren, weil kaum zugänglichen Scharnieren.
Etwas verdutzt schaue ich aber, als ich feststelle: Das ist überhaupt keine Einhausung, denn es fehlt das Dach! Dabei hat Creality das doch z.B. hier im Angebot. Unbestritten gut und viel edler sieht der Ender-5 S1 mit den Acrylglaspanels aus – aber was letztere außer optischen Reizen und Verhinderung von Zugluft sonst noch bewirken sollen, bleibt mir schleierhaft.

Immerhin: Auch ohne „Dach“ beträgt der Unterschied zwischen Umgebungstemperatur und Druckraum fortan durchschnittlich knapp 3°C. Soll heißen: Lag die Umgebungstemperatur beispielsweise bei 23,1 Grad, war sie im Druckraum bei 26,3 Grad. In weiteren Tests hatte das außer bei PLA keinen Einfluss auf die Druckergebnisse. Ob diese 3 Grad etwas in meinem kühlen Keller ausmachen, wage ich ebenfalls zu bezweifeln.

Druckbeispiele Part 2: Marlin-Firmware mit Halb-Einhausung
Ich drucke zu Vergleichszwecken nochmals einen Mini-All- in-One Test, wieder mit Bambu PLA in Orange, wieder mit 200°C Düsen- und 60°C Betttemperatur und wieder mit 250mm/s (Außenwand: 60mm/s, Beschleunigung: 500mm/s²). Das Ergebnis fällt ähnlich aus, aber hier und da macht das Modellan kleinen Stellen einen „geschmolzenen“ Eindruck – ein klares Zeichen für ein teilweise nicht schnell genug abgekühltes PLA im nunmehr etwas wärmeren Druckraum. Die Tür aufzulassen, hätte hier wohl Abhilfe geschaffen.
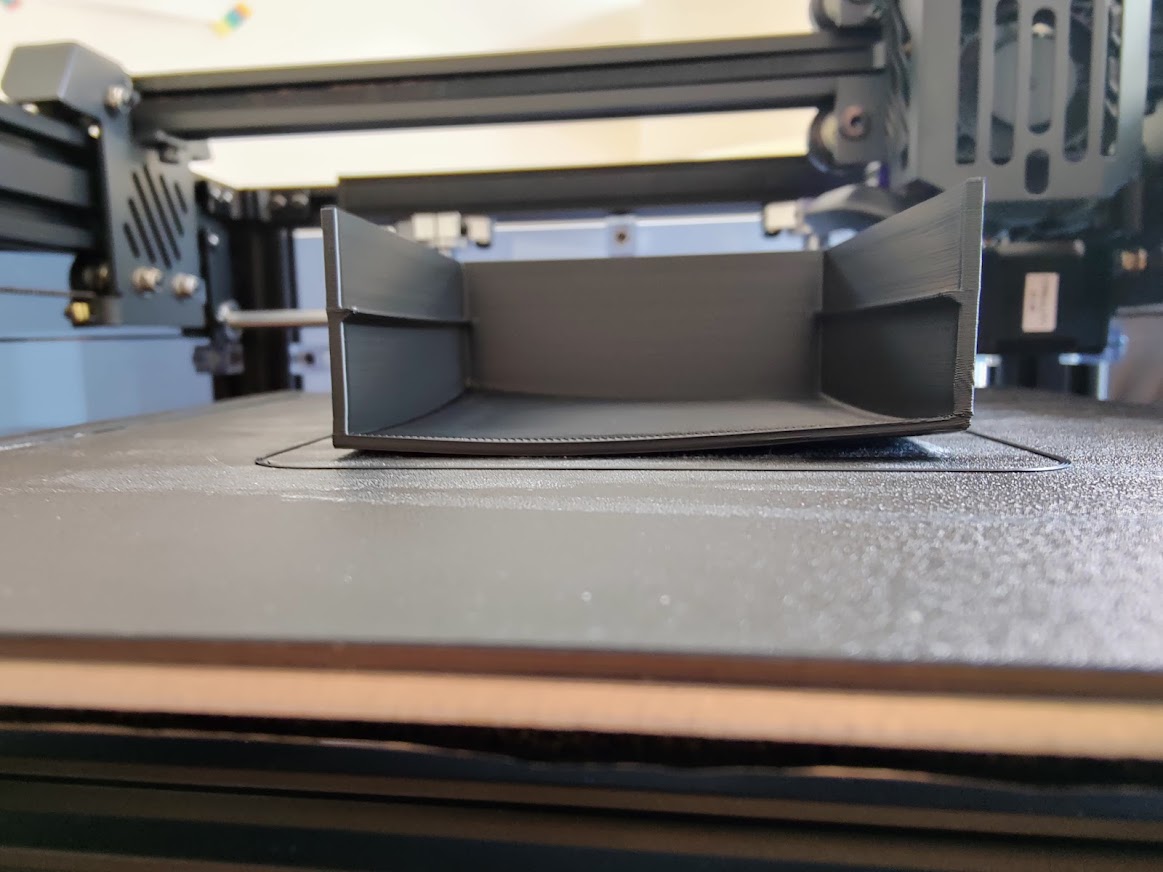
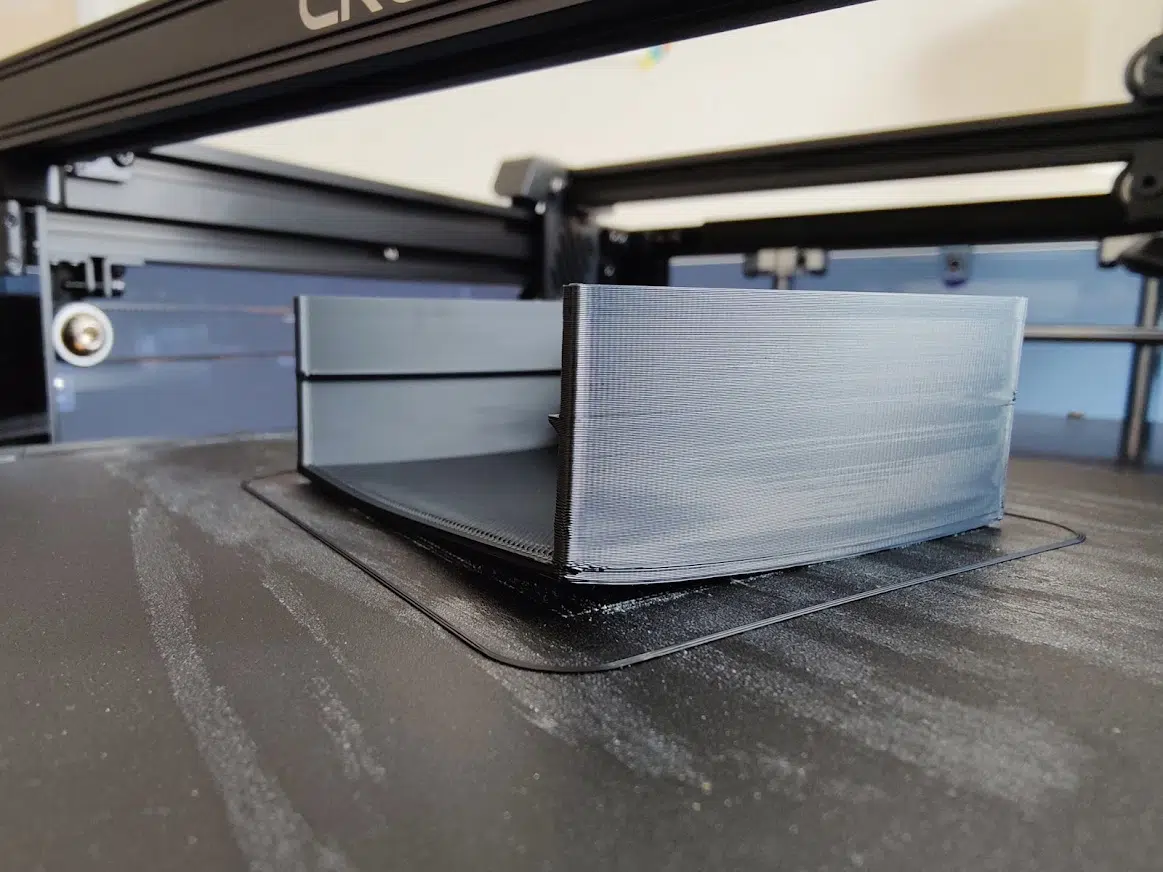
Dass die „halbe“ Einhausung aber ansonsten keinen Einfluss hat, zeigt ein (angefangener) Druck eines Organizers für Kleinteile mit dem warp-freudigen ASA. Hier zeigt sich anhand des massiven Warpings des sonst ansehnlichen Drucks: Wir brauchen für Hochtemperatur-Filamente eine Komplett-Einhausung. Alles andere sind mehr schlecht als recht funktionierende Kompromisslösungen.
Creality Sonic Pad: 3D-Drucker-Doping
Genug mit Marlin-Firmware und Acrylglas-Panels herumgespielt. Jetzt ist das Creality Sonic Pad an der Reihe. Solide verarbeitet, aber für meinen Geschmack etwas zu bullig kommt es daher. Neben dem Pad ist ein Kabel inkl. Beschleunigungssensor, ein Micro-USB-Kabel samt Adaptern auf Mini-USB und USB-C, kleine Schräubchen sowie ein USB-Speicherstick dabei. Außerdem kommt neben obligatorischen Aufklebern und einer Bedienungsanleitung schließlich das 12V-Netzteil mit verschiedenen Adaptern. Wir wählen hier natürlich die EU-Version.


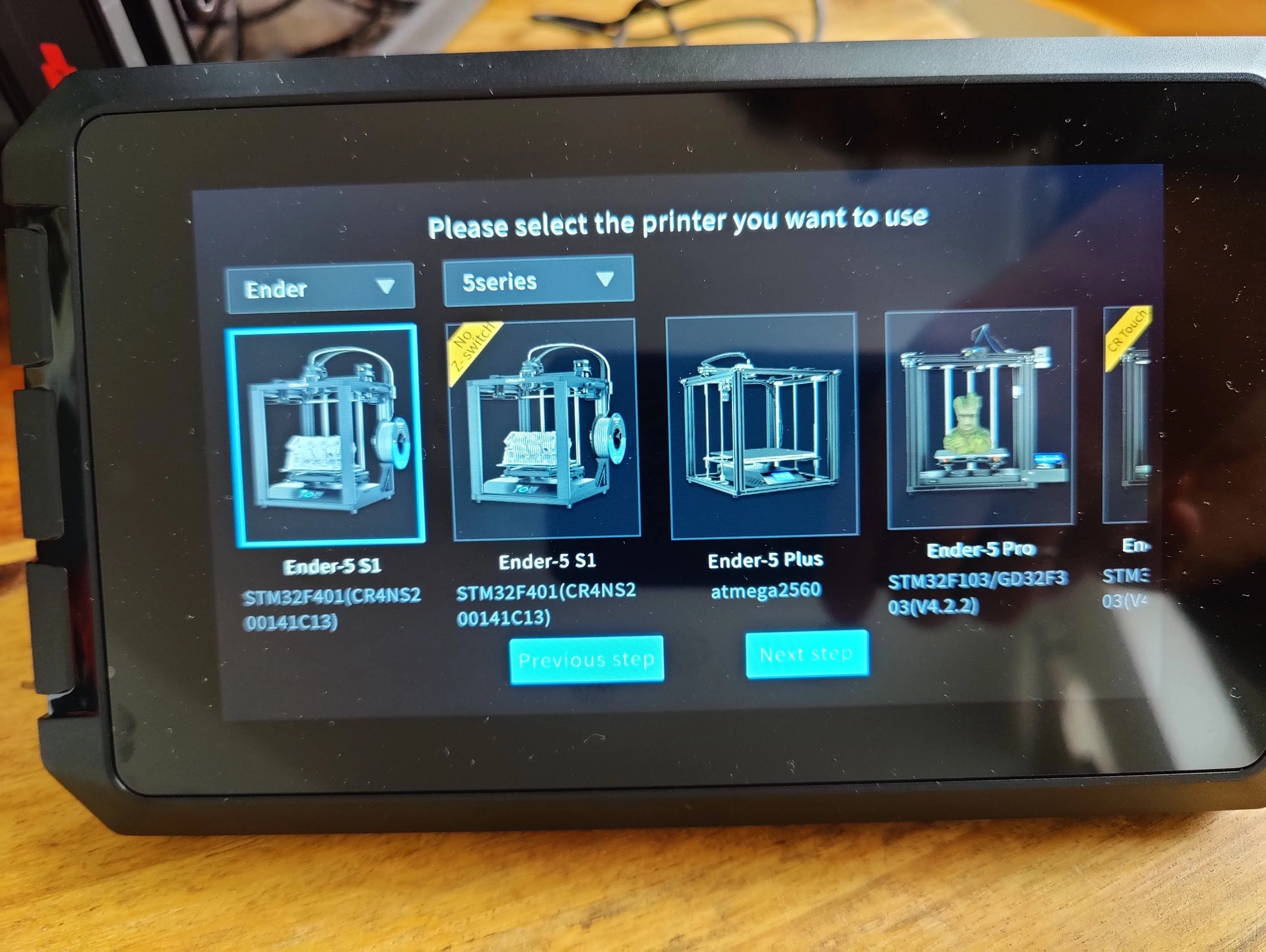
Also: Mit Strom befeuern, einen der 4 USB-Ports am Sonic Pad wählen und mit dem Ender-5 S1 verbinden und anschalten. Den Setup-Anweisungen folge ich, richte u.a. das Wi-Fi ein und wundere mich in der anschließenden Auswahl an wählbaren 3D-Druckern, dass der Ender-5 S1 nicht vorhanden ist. Muss ich das jetzt ernsthaft manuell konfigurieren?



Ein kurzer Blick bei Youtube verrät mir: nein. Einfach das Pad nochmal ausstellen, anstellen und zack, werde ich zum Download der aktuellen Firmware aufgefordert. Hier hätte ich mir eine direkte Firmware-Aktualisierung nach dem Einrichten des Wi-Fis gewünscht, aber gut. Google ist mein Freund. Danach kann ich den Ender-5 S1 im Menü auswählen. Achtet hier darauf, welche Version des Druckers ihr habt: Es gibt die erste Version mit Z-Endstop, welche ihr am 3D-gedruckten Fan-Duct erkennt. Ich habe Version zwei („Without Z-Switch“) mit Fan-Duct im Spritzgussverfahren.
Jetzt weist mich das Pad darauf hin, dass ich es doch nicht an irgendeinen USB-Port, sondern doch bitte an den als „USB1“ deklarierten Port an der linken Pad-Seite anschließen soll. Also eben umgestöpselt und weiter geht’s. Ich werde zum Einstellen des Z-Offsets aufgefordert. Danach erfolgt manuelles Leveling anhand von 4 Eckpositionen auf dem Druckbett, ehe dann das Auto-Leveling zu Buche schlägt – übrigens viel, viel schneller als zuvor mit Marlin! Achtet dabei VORHER darauf, dass Heizbett auf 60°C zu stellen. Daran erinnert einen das Pad leider nicht.
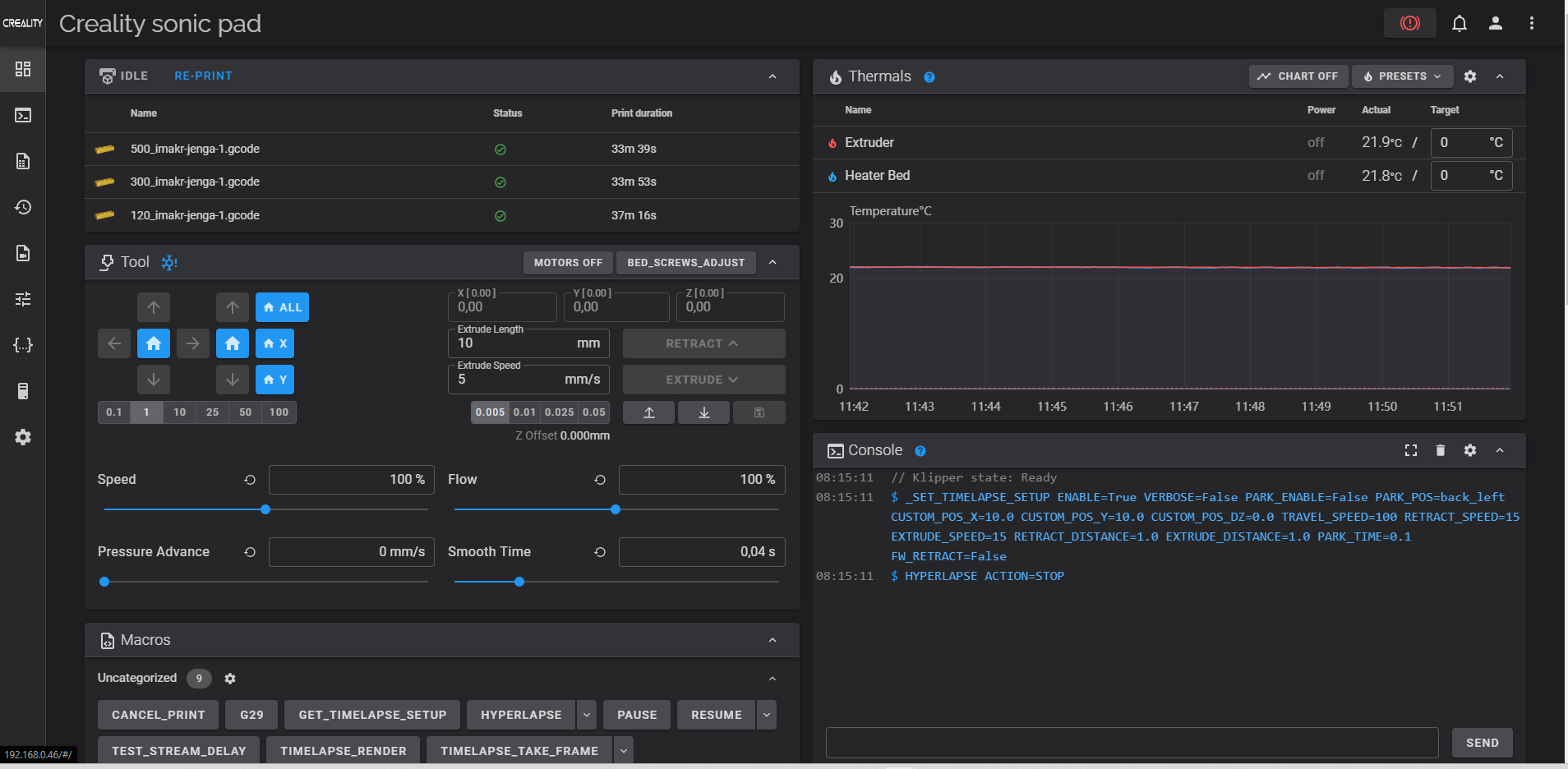
Danach ist alles eingerichtet. Das Pad begrüßt mich mit dem Mainsail-/Fluidd-üblichen, sehr übersichtlichen Look. Oben ist eine Statusleiste zu sehen, auf der man u.a. auch den Drucker wechseln kann; denn maximal 4 weitere Drucker können an das Pad angeschlossen werden. Darunter sind Diagramme und Verlaufsgraphen in Bezug auf Hotbett- und Hotendtemperatur zu sehen.
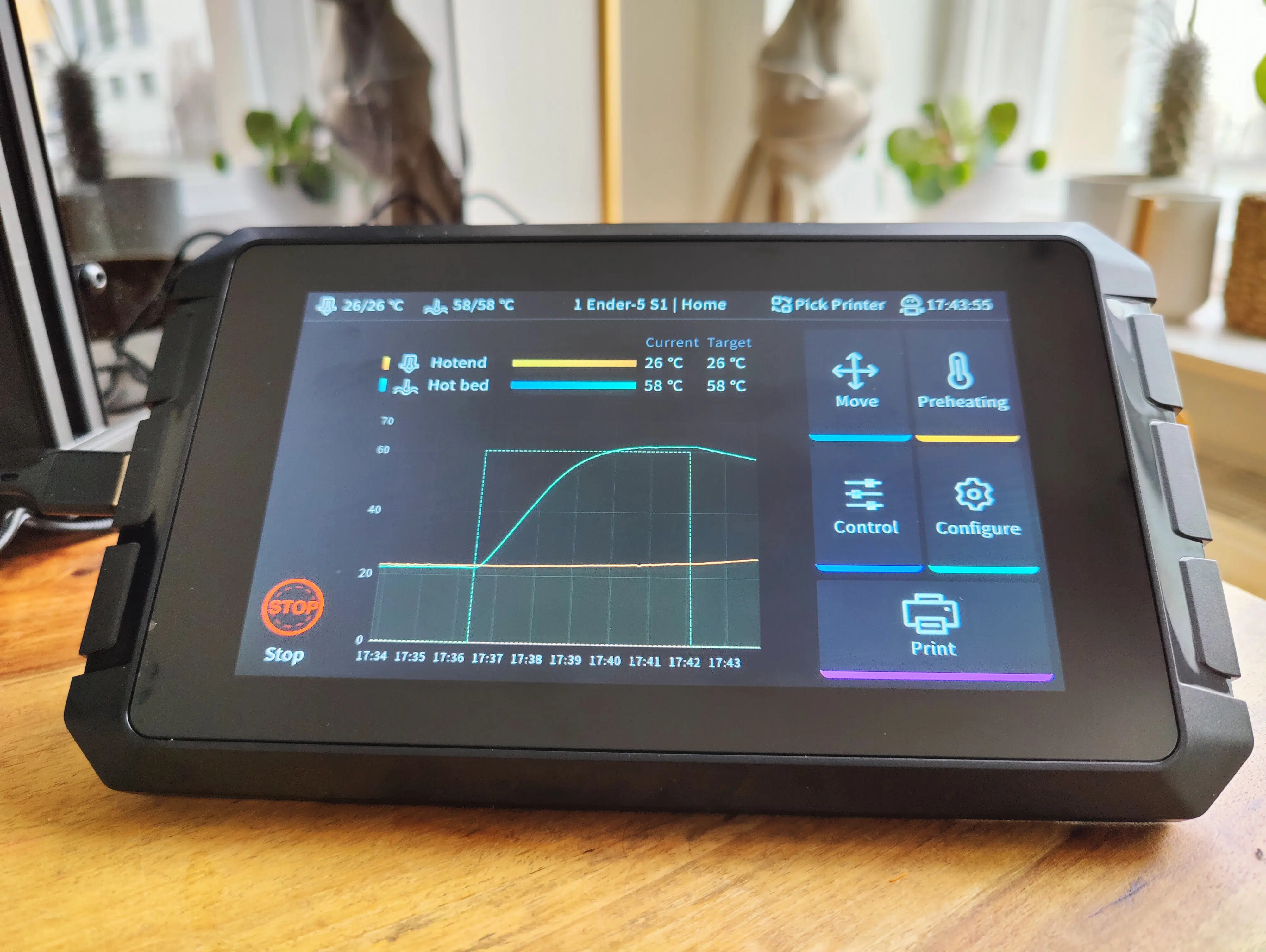
Die vier Kacheln auf dem Homescreen sind mit Optionen zur Achsen- und Temperatursteuerung, Preheat-Voreinstellungen und zu allgemeinen Pad-Einstellungen belegt. Drücke ich hier auf „Print“, kann ich Druckdateien lokal über Wi-Fi, über USB(-Adapter mit SD-Karte) oder die Creality Cloud beziehen. Über „Print History“ lasse ich mir bereits vollzogene Jobs und deren (tatsächliche Druckzeit) anzeigen.

Als lauffauler Mensch entscheide ich mich für die Weboberfläche, deren IP-Adresse sich über den Router fix herausfinden lässt. Zu beachten gilt hier: Es gibt zwei Web-Oberflächen – eine für das Sonic Pad und eine für den eigentlichen Drucker unter einer anderen Portnummer. Relevant wird das aber nur beim Einsatz mehrerer Drucker.
Als nächstes frage ich mich: Mit welchen Standardeinstellungen drucke ich jetzt mit Klipper an Bord also? Dazu durchforste ich die Sonic-Pad-Einstellungen und finde heraus, dass standardmäßig 300mm/s und ein Beschleunigungswert von 5000 mm/s² eingestellt sind. Wichtig auch hier zu bedenken: Die Werte sind dynamisch geregelt – natürlich dampft der Drucker nicht ununterbrochen mit 300mm/s übers Druckbett.
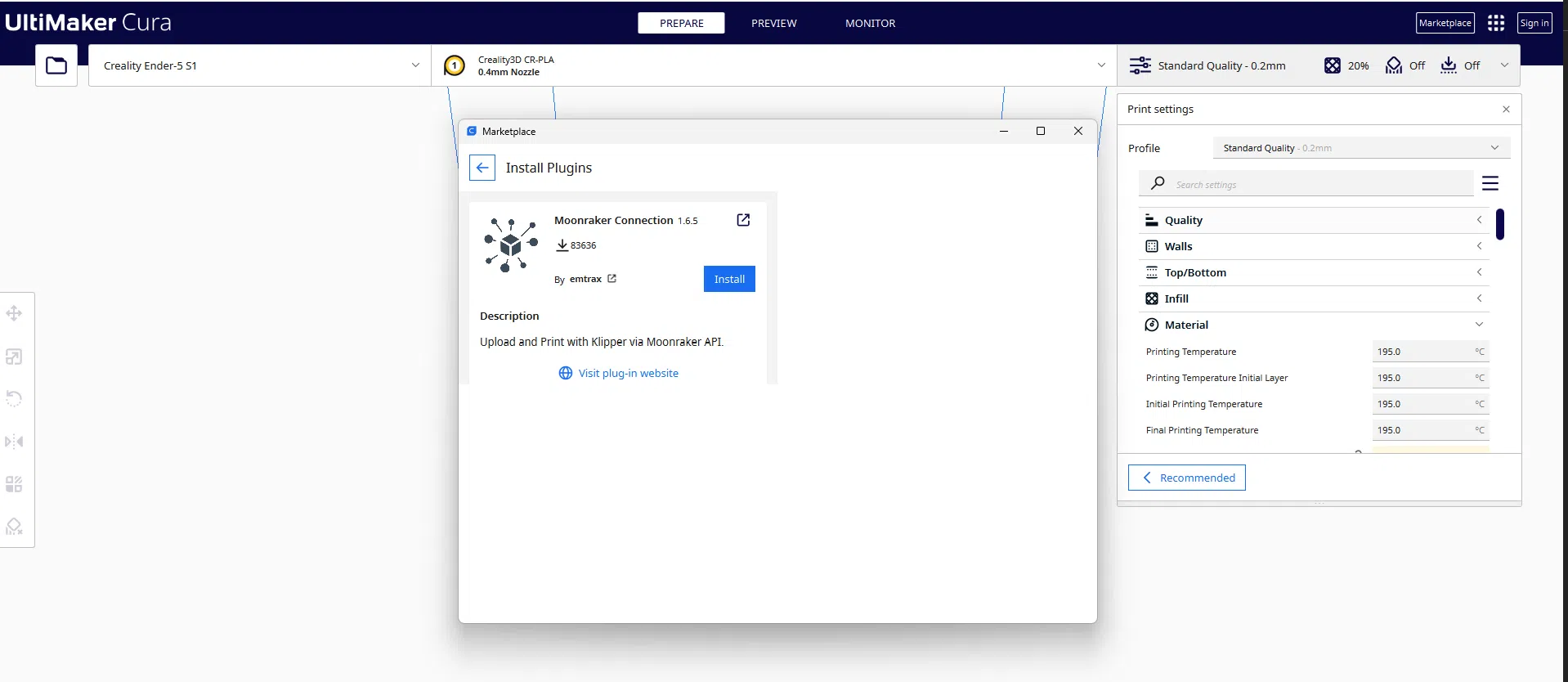
Gut, dann passen wir diese Werte halt in Cura an, slicen das Ganze und ziehen es per drag & drop auf die Weboberfläche. Noch einfacher geht es, wenn man sich das Moonraker-Plugin für Cura installiert, dann lässt sich der G-Code direkt über Cura an den nunmehr „klipperisierten“ Ender-5 S1 schicken.
Druckbeispiele Part 3: Klipper mit Halb-Einhausung
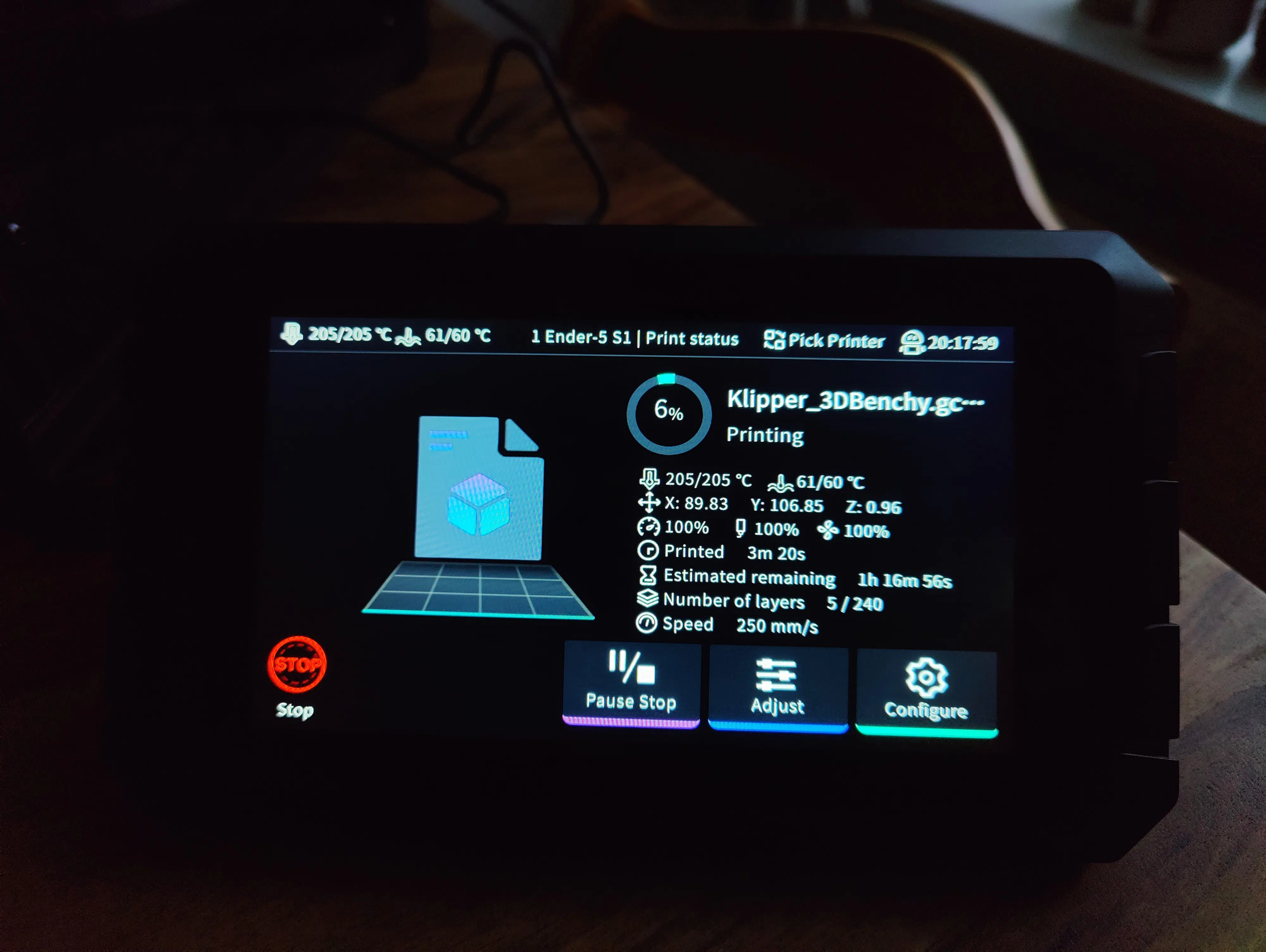
Wir drucken also zu Vergleichszwecken nochmal mit Crealitys CR-PLA mattschwarz und erinnern uns: Unter der Marlin-Firmware hatte ein Benchy mit 250mm/s (2000mm/s² = Max-Beschleunigung bei Marlin, Außenwand: 60mm/s) 1:06 Stunde gedauert. Mit dem Sonic-Pad und Klipper druckt er dasselbe Benchy bei leicht erhöhter Hotendtemperatur (205°C) jetzt mit satten 300mm/s und 5000mm/s² (Außenwand: 60mm/s).



Der Druck offenbart große Qualitätseinschränkungen, die vermutlich auf die hohen Beschleunigungswerte und nicht perfekte Retract-Werte zurückzuführen sind – insbesondere aber auf unzureichende Kühlung (siehe Bug). Das Benchy hat folglich deutlichere Außenhautprobleme mit Bugbereich als vorher unter Marlin. Daher schraube ich nur ein wenig an den Retract-Werten und siehe da, das Ergebnis ist schon etwas besser. Hier ist also noch eine Menge Feintuning nötig.

Wie schneidet bei diesen Einstellungen nun das Voronoi-Benchy ab? Antwort: Tatsächlich genauso wie vorher auch! Ich kann hier kaum einen Unterschied ausmachen – bis auf die Druckzeit: Die ist nämlich mit 01:49 Stunde deutlich länger als zuvor. Trotzdem: Diesen Torture-Test hat der Drucker dennoch bestanden.
Als nächstes wollen wir wieder bei 300mm/s und 50000mm/s² Beschleunigung den Mini-All-in-One-Test durchlaufen lassen – zu Vergleichszwecken wieder in Bambu PLA Orange. Hier ist der Ender-5 S1 wie wild zuckend über’s Druckbett gehuscht. Mit dem Ergebnis bin ich nicht zufrieden. Neben starken Überhang-Problemen (die Kühlung mal wieder) ist allgemein ein rauer Toplayer zu sehen. Fairerweise muss man dabei in Bezug auf die dunklen Stellen erwähnen, dass wohl noch Reste des Bambu PA-CF-Filaments vorhanden waren. Insgesamt ist auch hier weiteres Feintuning nötig. Creality? Profile liefern!

Mit denselben Einstellungen möchte ich auch hier einmal die Toleranz des Druckers testen. Das Ergebnis ist an den Seitenwänden okay, aber auch hier ist der Toplayer unsauber. Dafür lässt sich der Fidget Spinner aber ohne Probleme drehen.


Ähnlich wie auch beim Bambu Lab P1P möchte ich zum Abschluss die iMakr Jenga-Klötze (für’s zukünftige Jenga-Spiel) wieder als Geschwindigkeits-Testdrucke machen. Dazu verwende ich eine neue Rolle Anycubic PLA in Grau. Warum Grau? Nun…Graues PLA ist so etwas wie der Querstreifen-Pulli bei korpulenteren Menschen – er offenbart einfach alles und damit eben auch unvorteilhafte Erscheinungen. Hier seht ihr alle drei Quader bei 120, 300 und 500mm/s im Vergleich.


Auffällig: Der Ender-5 S1 in Kombination mit dem Sonic Pad packt einfache Geometrien mit sehr hohen Geschwindigkeiten zu wirklich brauchbaren Ergebnissen. Bis auf die etwas leidende Oberfläche der Quader nimmt die Qualität hier kaum ab – sehr gut. Auch hier gilt: Tuning via Druckprofil ist wichtig.
Fazit: abschließender Vergleich
Der Ender-5 S1 hat mich zugegebenermaßen überrascht. Ich habe ihn anfangs nur für einen H-Bot-Würfel-Abklatsch des Ender-3 S1 gehalten. Dabei handelt es sich um einen sehr guten 3D-Drucker out of the box – vielleicht sogar den besten der Ender-Reihe. Der Drucker hat wirklich Potenzial, welches schon mit Stock-Marlin-Firmware aufblitzt und mit Crealitys Sonic Pad sicherlich bei um die 300mm/s mit ein einigen Profiljustierungen ausgereizt werden kann. Die Kühlung ist bei diesen Geschwindigkeit aber gerade bei Überhängen der Flaschenhals.
Einen Mehrwert bietet die Acrylglasverkleidung nur in optischer Hinsicht. Hier hätte eine komplette Einhausung mehr als Sinn gemacht. Umso mehr Sinn macht hingegen die Anbindung des Sonic Pads. Hier muss in Sachen Druckqualität zwar an den Profilen geschraubt werden, dafür eröffnet sich in Sachen User Interface und Bedienkomfort (auch via Wi-Fi) eine ganz andere Welt.
Creality könnte mit dem Ender-5 S1 so viel mehr überzeugen, wenn denn der Software-Support gerade in Sachen Cura besser wäre. Darunter leidet der Ender-Spross etwas, genauso wie unter seinem Preis. Den hat Creality jetzt gerade in Form eines Bundles mit dem Sonic Pad erfreulicherweise gesenkt. Das Timing ist allerdings suboptimal, steht doch mit dem Creality K1 bereits ein ähnlich bepreister Next-Gen 3D-Drucker mit Klipper an Bord in den Startlöchern. Was meint ihr zum Ender-5 S1?
Hier geht's zum GadgetWenn du über einen Link auf dieser Seite ein Produkt kaufst, erhalten wir oftmals eine kleine Provision als Vergütung. Für dich entstehen dabei keinerlei Mehrkosten und dir bleibt frei wo du bestellst. Diese Provisionen haben in keinem Fall Auswirkung auf unsere Beiträge. Zu den Partnerprogrammen und Partnerschaften gehört unter anderem eBay und das Amazon PartnerNet. Als Amazon-Partner verdienen wir an qualifizierten Verkäufen.


Sortierung: Neueste | Älteste
Kommentare (13)