3D-Drucker: Die perfekte Temperatur für Hotend & Hotbed
Du hast dir einen 3D-Drucker aus China bestellt und die ersten Drucke sind nur „OK„? Ist die Drucktemperatur schlecht gewählt, wirst du vielleicht nicht sofort, aber im späteren Druckverlauf zwangsläufig Probleme bekommen. Irrtümlich wird dann oft die Schuld vorschnell auf vermeintlich schlechte oder defekte Hardware geschoben, obwohl die Probleme schon mit einer Anpassung von +/-5 °C behoben werden könnten.
Häufig wird hier in den Kommentaren nach den passenden Drucktemperaturen gefragt. Neben dem Leveling und der passenden Druckgeschwindigkeit, ist die richtige Drucktemperatur eine der wichtigsten Stellschrauben! Ich zeige dir in diesem Ratgeber, wie du sie mit dem Temp Tower findest.
Du kannst zudem noch so gut die Parameter deines Slicers gewählt haben – ein neues Filament und mit Pech sieht dein Druckbild schon wieder schlechter aus. Woran liegt das? Verschiedene Filamente haben unterschiedliche, optimale, Schmelzpunkte. Je nach Filament-Art muss man nicht nur das Hotend, sondern auch das Hotbed entsprechend erhitzen. In diesem kleinen Ratgeber möchte ich dir zeigen, wie du die perfekten Temperaturen einstellst.
Tipp: Selbst wenn du schon ein bereits gutes Druckbild hast, kann es nie schaden, deine Temperaturwerte noch weiter zu optimieren. Du wirst schneller und genauer drucken können. Du wirst eventuell extreme Überhänge ohne Support drucken können und sparst somit nicht nur weitere Zeit, sondern auch Filament!
Inhalt
Häufige Fehler durch falsche Drucktemperatur
Woran erkennt man, dass man vielleicht noch einmal die Temperaturwerte optimieren sollte? Dies sind unsere TOP 5 Fehlerbilder, welche wir immer wieder in den Kommentaren geschildert bekommen:
- Das Druckobjekt haftet nicht am Heizbett: Es löst sich sofort, oder im späteren Druckverlauf, ganz oder Teilweise von dem Heizbett. Selbst Haarspray, Prittstift und ein Brim helfen u.U. nicht.
- Stringing oder Oozing: Deine Nozzle zieht zwischen deinem Druck dünne Fäden bzw. Haare. Besonders deutlich wird dieser Effekt bei mehreren parallel gedruckten oder filigranen Objekten.
- Plastik „zerläuft“: Ist die Drucktemperatur zu hoch gewählt, „fließt“ das Filament Richtung Hotbed.
- Layer-Splitting: Einzelne Layer lösen sich voneinander. Meist ist dann die Temperatur und die damit verbundene die Haftung zu niedrig.
- Warping: Ecken heben sich vom Druckbed ab – das Druckobjekt verzieht sich. Dies tritt vor allem bei größeren Druckobjekten mit ABS-Filamenten auf.
Darüber hinaus treten noch eine Reihe weiterer Probleme bzw. Fehler bei schlecht gewählten Drucktemperaturen auf, wie z.B. schlechtes Bridging: Ohne Support hängt das Plastik, auch bei geringen Druckgeschwindigkeiten, zu schnell durch. Überhänge sind schwieriger zu drucken. Ein weiteres Problem: Schriftzüge, feine Details sind unscharf oder die ersten Layer werden plattgedrückt („Elefantenfuß“).
Temperaturen für die wichtigsten 3 Filamente
Erfahrungsgemäß drucken die meisten von euch mit PLA, ABS oder PETG. Jede Filamentart hat ihre Vorteile, benötigt aber vor allem völlig unterschiedliche Temperaturen. Oft, aber lange nicht immer, gibt der Hersteller einen groben Temperaturrichtwert an. Diese klebt zusammen mit Angaben über Durchmesser, Gewicht, Meter und Farbe auf der Filamentspule. Falls bei euch mal die Temperaturangabe fehlt, hier sind die benötigten Temperaturen:
| Filament: | Hotend: | Heizbett: | Eigenschaften: |
| PLA | 180°C – 230 °C | 0 °C – 60 °C | Kein Heizbett nötig, sehr einfach zu drucken, das Filament für Einsteiger |
| ABS | 200°C – 250 °C | 80 °C – 110 °C | Sehr stabil, Warping tritt auf, Filament für Fortgeschrittene |
| PETG | 220 °C – 250 °C | 50 °C – 75 °C | Sehr stabil, im Vergleich zu PLA etwas teurer |
Allerdings: Ich habe schon viele Kilo Filament verdruckt, bei dem meine persönlich optimierte Drucktemperatur am Hotend +/- 15 °C von der Angabe abgewichen ist. Die Heizbett-Temperatur hingegen ist relativ tolerant einstellbar. Hier geht es oft nur darum, z.B. eine optimale Haftung zu erreichen, oder Warping (bei ABS) zu verhindern.
Die richtige Filament-Lagerung
Du druckst z.B. nur mit PLA oder PETG? Je nach Hersteller gibt es verschiedene, optimale Temperaturen. Es kann sogar sein, dass bei gleicher Farbe, gleichem Hersteller die Temperatur angepasst werden muss. Andere Mischungsverhältnisse oder schlicht eine andere Batch-Nummer kann ausschlaggebend sein. Hast du dein Filament erhalten ist auch die Lagerung entscheidend:
- Öffne die vakuumierten Verpackungen erst, wenn du das Filament benötigst. Filamente sind hygroskopisch und nehmen, wie z.B. Salz oder deine Bonbons, Wasser aus der Luft auf. Es wird nicht nur brüchig (dein Druck scheitert mitten im Druck), sondern die Drucke bekommen Blasen und … du musst auch die Temperatur neu anpassen.
- Ist dein Filament bereits geöffnet, lagere es luftdicht verschlossen in Plastikboxen, idealerweise mit anderen Silikonkugeln oder z.B. Salz
- Schütze dein Filament vor direkter Sonneneinstrahlung. Wie jedes Plastik verblasst natürlich auch dein Filament mit der Zeit. Und: du musst die Temperaturen neu einstellen.
Feintuning: Mit dem Temp Tower zur perfekten Temperatur
Der sog. „Temp Tower“ bzw. „Temperature Tower“ ist ein Turm, welcher in verschiedenen Temperaturen gedruckt wird. Neben dem weitaus bekannterem „Calibration Cube“ und „Benchy“ sollte es zum Standardrepertoire des 3D-Drucker-Geeks gehören.
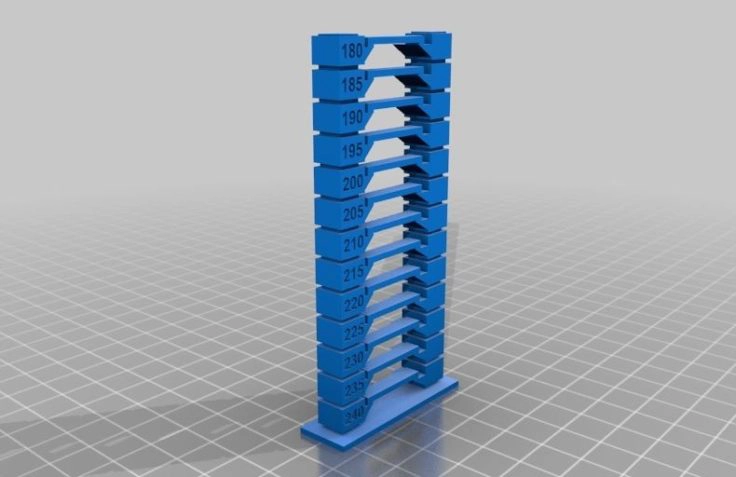
Typischerweise enthält der Temp Tower mindestens folgende Elemente:
- 5-15 Brücken, um zu sehen, was das Filament beim Drucken zu sehr durchhängt (zu warm) oder zu löchrig ist (zu kalt).
- Die Grad-Anzahl, um später zu ermitteln, bei welcher Höhe du das beste Druckbild hast. Zudem kann man anhand der Gradzahlen das Druckbild vertiefend bewerten.
- Extreme Schrägen und scharfe Kanten, um Blobs und Überhänge erkennen zu können.
Hier findest du alle Temp Tower auf Thingiverse >>
Hinweis: Drucke den Temp Tower erst, wenn du die Hardware im Griff hast und die optimalen Geschwindigkeiten und Schichthöhen kennst. Andernfalls verfälscht z.B. ein lockerer Zahnriemen oder ein schiefes Heizbett dein Druckergebnis.
So gehts: Temp Tower mit Cura drucken
Es reicht leider nicht nur die STL herunterzuladen, in GCODE zu konvertieren und dann auszudrucken. Auch falls du „fertigen“ GCODE im Netz findest, ist dieser vermutlich nicht auf deinen 3D-Drucker bzw. Filament angepasst. Also musst du selbst ran. Doch keine Sorge, in 2-3 Minuten kannst du deinen 3D-Druck starten! Hier ist mein Temp Tower Tutorial für Cura:
Zum Nachlesen (nur nicht so bequem), habe ich hier auch noch die einzelnen Schritte aufgelistet – es ist in max. fünf Minuten gemacht:
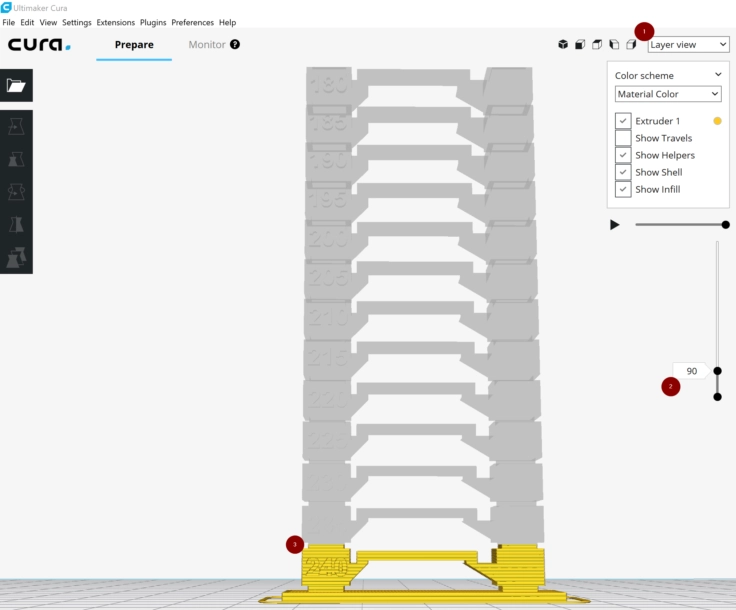
- Die View auf Layer View umstellen
- Mit dem Schieberegler auswählen, ab wann ein neuer Abschnitt (bzw. Drucktemperatur) anfangen soll.
- In meinem Fall ab dem 90. Layer. Danach ab dem 160., 230., 300., etc. D.h. alle 70 Layer wird die Temp. um 5 °C reduziert.
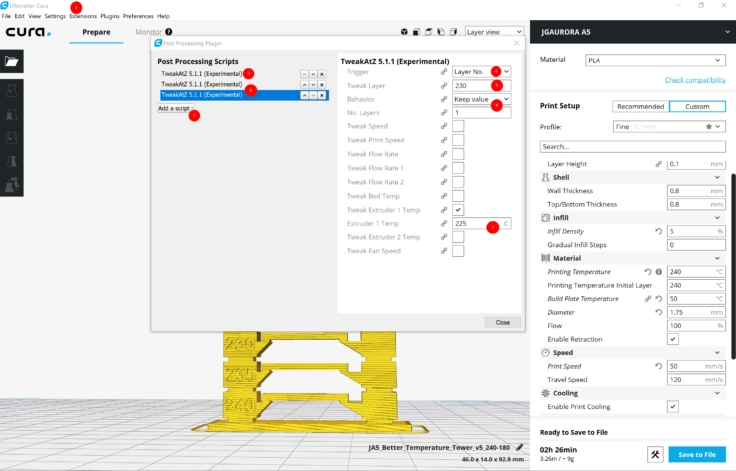
- Unter Extensions > Post Processing > Modify G-Code öffnet sich ein Dialog
- Drücke „Add a script“ und wähle „TweakAtZ 5.1.1. (Experimental)“ aus
- Wähle als Trigger „Layer No.“
- Wähle den entsprechenden ersten Layer aus, bei dem die Temperatur gewechselt werden soll. Bei mir Layer 90.
- Lasse bei „Behavior“ und „No. Layers“ die Werte bestehen
- Wähle bei „Tweak Extruder 1 Temp“ die erste neue Temperatur. Bei mir 235 °C (ich starte mit 240 °C)
- Denke daran als Starttemperatur wirklich die 240 °C zu wählen
- Wiederhole die Schritte durch Hinzufügen der TweakAtZ-Scripts, bei jedem Temperaturwechsel bis zum Ende des Towers
- Speichere deinen GCODE und drucke ihn
- Denke daran natürlich ohne Support zu drucken
- (Nicht vergessen die Post Processing Scripts für normale Drucke wieder zu entfernen ;-)).
Hat alles geklappt, dürftest du schon innerhalb der ersten Minuten beim Druck die entsprechenden Temperaturen auf deinem 3D-Drucker-Display ablesen dürfen.
Nach dem Druck geht es dann an die Bewertung:
- Bei welcher Brücke kannst du die Zahlen am besten lesen?
- Wo sind die Brücken am besten, d.h. ohne Überhänge, zu erkennen?
- Gibt es an bestimmten Stellen Blobs?
Herzlichen Glückwunsch: Du hast jetzt die perfekte Hot End Temperatur für deinen Drucker in Kombination mit dem Filament gefunden! Ich hoffe, es waren 1-2 gute Tipps für dich dabei. Viel Spaß mit deinen (noch besseren) Drucken!


Sortierung: Neueste | Älteste
Kommentare (18)